ガス チャンネルの配置と長さは、成形品形状を適切に変更して調整することが理想的です。
これによって適切な調整ができない場合は、オーバーフロー ウェルを使用して、ガス浸透レベルを増加したり、成形品の特定の領域にガスを誘導できます。
オーバーフロー ウェルとは、樹脂をガスで置換するための 2 番目のキャビティで、これにより、成形品のより深くまで浸透できます。オーバーフロー ウェルにより、ガスは最も抵抗の低いパスを優先的に移動できます。バルブ ゲートを使用することで、所定時間にオーバーフロー ウェルを開閉して、さらにガス流動を制御できます。
下図は、ガスアシスト成形でのオーバーフロー ウェルの一般的な適用例を示しています。下図 a) に示すように、樹脂がキャビティの残りの部分を充填している射出過程では、オーバーフロー ウェルへの流路は通常、閉じられています。樹脂射出の完了時に、薄肉部分の樹脂が固化する余裕を与えるオプションの遅延時間があります。下図 b) に示すように、ガス射出の開始直前にオーバーフロー ウェルへのパスが開かれ、浸入するガスによって行き場がなくなった樹脂を収容できる追加体積が作られます。成形品を金型から突き出した後、オーバーフロー部は必要に応じて切り取ります。
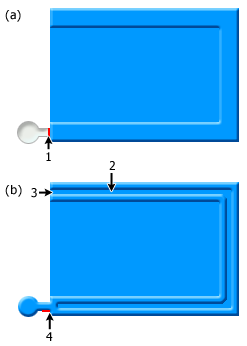
凡例:
.1) 樹脂射出時に閉じている制御バルブ 2) ガスの浸透3) ガス入口4) ガス射出時に開いている制御バルブ
オーバーフロー ウェルは、定義されたボリュームでモデリングする必要があります。Midplane モデルのみに関しては、ベント位置をオーバーフロー ウェルの末端ノードに設定することで、無限大体積のオーバーフロー ウェルをシミュレーションできます。