将“2D 挖槽”策略与 4 毫米平头立铣刀结合使用,在一个 4.5 毫米的孔上加工深镗孔。
- 在功能区上,单击
“CAM”选项卡
 “2D 铣削”面板
“2D 挖槽”
“2D 铣削”面板
“2D 挖槽”
 。
。
 “刀具”选项卡
“刀具”选项卡
对于该挖槽,需要使用直径小于 4.5 毫米的平铣刀来插入到预钻孔中。
- 在“刀具”选项卡中,单击
 按钮以打开“刀具库”对话框。
按钮以打开“刀具库”对话框。 - 从“样品库”>“教程”刀具库中,选择刀具“5 号 - Ø4 毫米平铣刀”。
- 单击
 以关闭“刀具库”对话框。
以关闭“刀具库”对话框。
 “形状”选项卡
“形状”选项卡
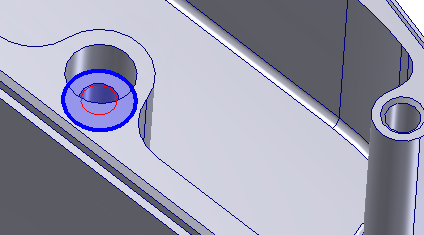
- 单击“形状”选项卡。确保“挖槽选择”按钮处于激活状态。
- 在深镗孔的底部选择边。
 “加工路径”选项卡
“加工路径”选项卡
在“加工路径”选项卡中,更改以下参数值并将所有其他参数保留默认值。
- 将“最大步距”设置为 0.5 毫米
- 禁用“加工余量”复选框。
 “连接”选项卡
“连接”选项卡
若要确保刀具在孔中心处下刀,请禁用导入。
- 单击“连接”选项卡。
- 展开“引导和过渡”组,并禁用“导入(进刀)”复选框。
- 将“线性导出距离”设置为 0.0 毫米
- 将“水平导出半径”设置为 1.0 毫米
- 展开“斜插”组,然后从“斜插类型:”下拉菜单中选择“下刀”。
现在,稍微调整导出以实现更平滑的退刀。
最后,使刀具插入到预钻孔中。
开始计算
- 单击“操作”对话框底部的
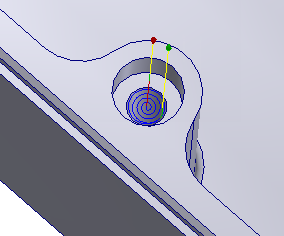
 ,或者在图形窗口中单击鼠标右键,然后从标记菜单中选择“确定”以自动开始计算刀具路径。
,或者在图形窗口中单击鼠标右键,然后从标记菜单中选择“确定”以自动开始计算刀具路径。
刀具路径应如下图所示。
加工沉孔的步骤续……