由于零件各不相同,因此对于如何确定聚合物注射位置的数量也没有确切规则。但是,必须将一些常规要素考虑在内。
流动长度
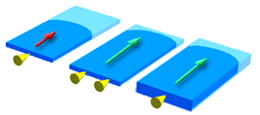
流动长度指聚合物必须从聚合物注射位置流动的距离。通常,壁较厚的零件比薄壁零件具有更长的流动路径,因为物质在较厚区域流动时更容易,如下图所示。
塑料材料的流动特性将影响给定厚度的材料的流动距离。流动长度越短,填充零件时所需的浇口数就越多。每种材料都有自己的流动长度。材料供应商提供的材料数据表包含了在各种厚度条件下各种特定材料所能达到的流动长度的信息。
非常大的零件、薄壁零件和高粘度材料通常需要更多的浇口来填充零件。
零件体积
通常,体积较大的零件需要更多的聚合物注射位置才能正确填充。
选择正确的注射位置的数量
首先,尝试在模具的流动质心使用单个浇口,然后检查是否所有流动路径的填充都近乎同时进行。
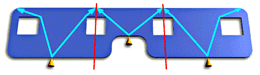
如果通过单个浇口无法满足此条件,则尝试使用多个浇口。将零件模具想象成若干个子成型物,而浇口位于各个子成型物的流动质心或一侧的中心。应设置流道系统尺寸以便每个子成型物都能够在几乎同一时间得到填充,如下图所示。
浇口位置必须能够使整个零件的收缩值一致且可接受。如果存在厚薄两个部位,最好将浇口置于靠近较厚部位的位置。这样可以避免浇口和较厚区域之间的材料因过早冻结而导致保压不充分。
注: 只有使用已获许可的 Autodesk Simulation Moldflow Adviser 或 Autodesk Simulation Moldflow Insight 产品方可执行上述更改。