气体注射曲线在气体注射成型中用于控制气体速度,而气体速度反过来又可以控制聚合物流动前沿的速度。
填充曲线用于控制聚合物注射。从聚合物注射结束后到气体注射开始前,通常有一段时间的延迟,以使模具中的材料能够略微冷却。注射气体是为了完成填充阶段并在保压阶段保持压力不变。
由于气体会取代聚合物的位置,气体前沿和聚合物流动前沿之间的聚合物会减少,因此推动聚合物通过模具从而完成填充所需的气体压力将会随着时间的推移而降低。下图展示的是气体前沿与聚合物流动前沿之间的距离如何随着时间的推移而减少。

在气体注射期间保持恒定的气体压力会升高气体推动聚合物填充模具时产生的剪切热。由于聚合物注射的速度通常非常迅速,因此很难绘制曲线。通过曲线在剩余填充阶段和保压阶段逐渐减弱气体注射压力将有助于避免如下问题:
- 表面缺陷
- 壁厚不一致
- 壁上产生指状气体流纹
- 结构缺陷
- 飞边
可以使用小于聚合物注射压力的压力指定气体注射曲线在短暂延迟后开始。然后,气体压力在剩余的填充阶段和保压阶段持续降低。
下面的图和表显示的是一个相对气体曲线,其中,气体注射通过气体体积控制器指定。该图显示了从填充曲线到气体注射曲线的变化。从聚合物注射结束后到气体注射开始前有 0.2 秒的延迟。图上方显示的是气体注射的持续时间百分比。
注: 气体注射曲线中不包含聚合物注射曲线或聚合物注射与气体注射之间的延迟。
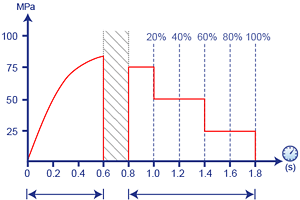
(0-0.6 s) 聚合物注射曲线,(0.8-1.8 s) 存在气体体积控制的气体注射曲线
下表中的相对气体注射曲线显示在上图中,始于 0.8 秒,止于 1.8 秒。
| 气体注射时间 (%) | 气体体积 (%) |
|---|---|
| 0 | 75 |
| 20 | 75 |
| 20 | 50 |
| 60 | 50 |
| 60 | 25 |
| 100 | 25 |
| 100 | 0 |