在相同的冷却回路中使用加热液和冷却液进行温度控制,是模具快速加热和冷却的常见方法。常见的加热液包括饱和蒸汽、过热水或油。通常使用冷水作为冷却液。
模拟通过常用方法进行设置,使用“工艺设置向导”为注射成型周期设置定时。然后使用“快速加热和冷却入口”对话框来设置模具的快速加热和冷却定时。
注: 正确设置定时十分重要,以便快速加热和冷却周期的定时与注射成型周期中的相应定时相匹配。对于第一个注射成型周期,如果模具处于关闭状态,则 t=0 时开始进行注射。因此,t=0 时不会进行快速模具加热。冷却之后,模具会打开以顶出零件,同时进行辅助气体清除以去除残余的冷却液。仅在此时才进行首次快速模具加热,随后开始第二个注射成型周期。因此,第二个注射周期将是第一个其中存在整个模具加热和冷却周期的周期。
根据此模拟的目的,可通过两种方法设置实验。请选择可以最真实地表示系统的方法。
- 受时间控制
- 在此模式中,会以特定时长对模具进行加热和冷却。可以通过适当设置定时来选择是在模具打开时进行加热,还是在模具关闭时进行加热。如下图中所示,模具在关闭时进行加热(以红色的 15s 来表示):
其中 A 为注射成型周期(如在“工艺设置”对话框中的编程设置),B 为模具快速加热和冷却设置(如在“快速加热和冷却入口”对话框中的编程设置)。(1) 为周期 1;(2) 为周期 2;(3) 为周期 3;(a) 为开模;(b) 为闭模;(c) 为冷却液流入冷却管道的时间。
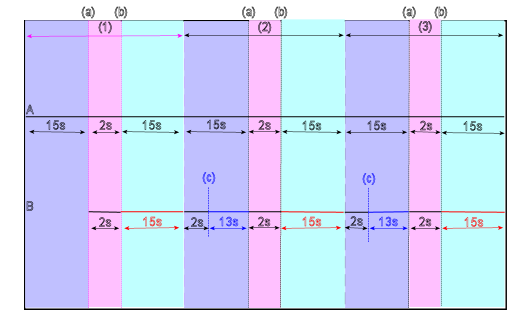
示例编程,A 代表三个注射成型周期,B 代表同时进行的模具加热和冷却。
上图中,注射成型周期 A(如在“工艺设置向导”对话框中的编程设置)以 15 秒的
 “注射+保压+冷却时间”开始。
“注射+保压+冷却时间”开始。 “开模时间”为 2 秒,这段时间内会顶出零件,然后模具再次关闭。模具关闭后,会对 15 秒的
“开模时间”为 2 秒,这段时间内会顶出零件,然后模具再次关闭。模具关闭后,会对 15 秒的  “注射前闭模时间”延迟进行编程,然后周期开始循环。
“注射前闭模时间”延迟进行编程,然后周期开始循环。 同时,在“快速加热和冷却入口”编程 B 中,当模具在 (a) 点打开时,会进行 2s 的“辅助气体清除”以在加热前清除冷却管道中的冷却液。模具会在 (b) 处关闭,加热液会流入管道,在“注射前闭模时间”延迟期间持续 15s。当注射成型工艺的周期 2 开始于“注射+保压+冷却”时间时,冷却液管道会进行 2s 的“主气体清除”以去除所有加热液残留,随后在最后 13s 的“注射+保压+冷却”时间,液体将流入冷却管道。
- 受温度控制
- 在此模式中,会加热或冷却模具,直到模具达到特定温度(在特定节点处测量)。如果模具达到指定温度所需的时间大于注射成型周期所允许的时间(如在“工艺设置向导”中的编程设置),则可以选择:
- 延长开模时间 - 这种情况下,会在模具打开时对其进行加热。达到设定的温度后,就会关闭模具并继续周期;
- 延长注射前闭模时间 - 这种情况下,会在模具关闭时对其进行加热。达到设定的温度后,将继续周期;
- 不延迟注射 - 这种情况下,尽管实际上未达到设定的温度,但仍会开始下一个周期。
注: 无论选择哪个选项,无论是在开模还是闭模时延迟,“开模时间”将始终与“辅助气体清除”对应。
“开模时间”将始终与“辅助气体清除”对应。