可导致零件变形的因素有若干种。
考虑造成翘曲的原因时,很便于识别由于以下问题产生的收缩:
-
区域与区域的收缩率变化(收缩不均)。
-
模具的一侧与另一侧的温度不同(冷却不均)。
-
材料取向方向的平行方向与垂直方向上的收缩量变化(取向效应)。
上述每种收缩类型都会推动总翘曲的产生。
收缩不均
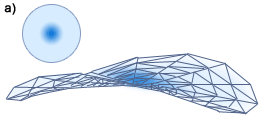
此类收缩通常是晶体成分和体积收缩率发生变化引起的。下图显示了连接到厚顶部的薄加强筋。通常,顶部的冷却速率低于较薄部位的冷却速率。顶部的晶体成分将增加,因此收缩程度将更大,从而导致所示的翘曲。
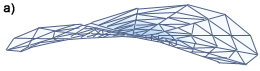
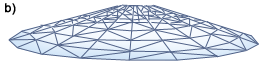
下面的图 (a) 显示了由于浇口周围收缩率高导致中央浇注圆盘产生鞍形翘曲。反之,如果圆盘外层周围收缩率更高,则最终的翘曲可能导致圆盘凸起,如 (b) 中所示。
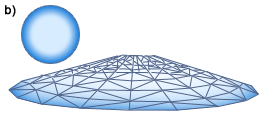
高收缩率 ![]()
低收缩率
冷却不均
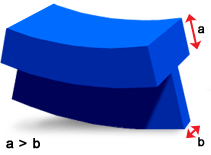
温差引起的收缩通常会导致零部件弯曲,如下图所示。此类收缩通常是由于冷却系统设计不佳所致。
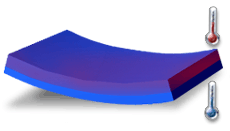
零件在模具中时,模具一侧与另一侧的温差会导致整个零部件厚度内的收缩率发生变化。除此之外,当零件两侧冷却到室温时,顶出时的任何温差都将导致更大的翘曲。
取向效应
取向导致材料取向方向的平行方向与垂直方向上的收缩量变化。该类型收缩产生的翘曲与收缩不均产生的翘曲相似。下面的图 (a) 显示了平行收缩大于垂直收缩时发生的翘曲。另一方面,如果垂直收缩高于平行收缩,则将产生凸起,请参阅 (b)。