在本任务中,您将输入工艺设置并运行分析。
-
单击
 ()。
()。 -
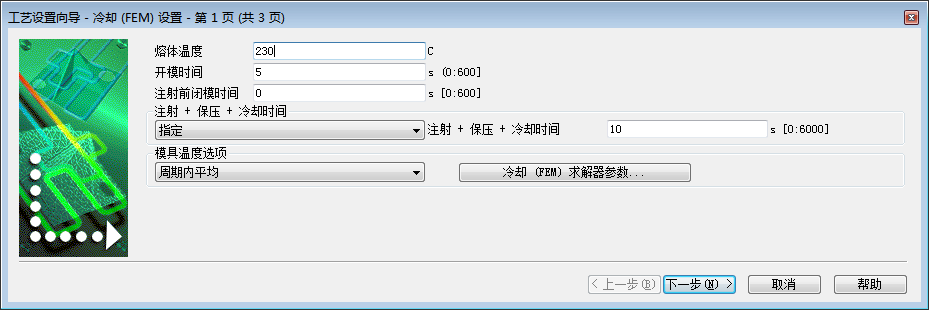
确保“熔体温度”为 250°C。
-
确保“开模时间”为 5 秒。
-
确保“注射前闭模时间”为 0 秒。
-
将“注射 + 保压 + 冷却时间”设置为 10 秒。
-
确保“模具温度选项”设置为“周期内平均”。
-
单击“下一步”。
-
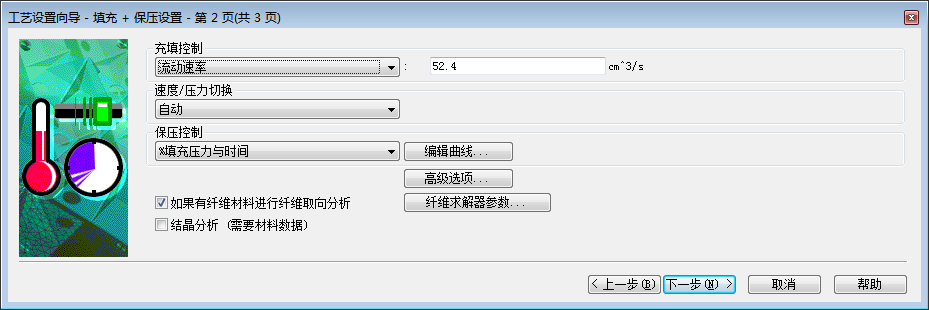
确保“填充控制”设置为 52.4 cm^3/s 的流动速率
-
确保“保压控制”为“%充填压力与时间”。
-
单击“编辑曲线”,并确保曲线为 0 - 80, 5 - 80,然后单击“确定”。
-
单击“下一步”。
-
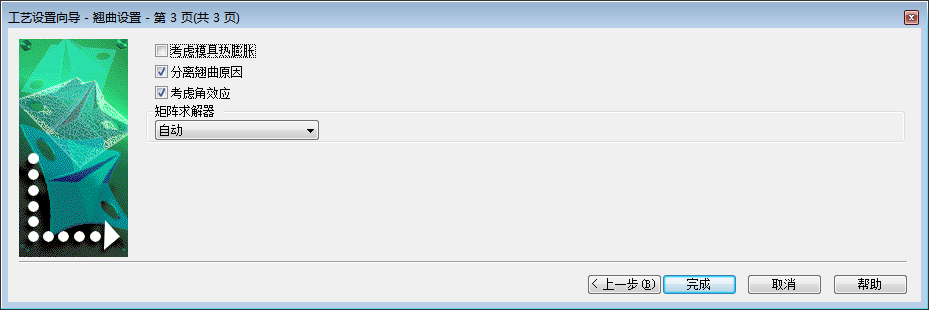
选中“分离翘曲原因”。
-
选中“考虑角效应”。
-
单击“完成”。
-
单击
 ()。
()。 分析需要运行 1 到 2 小时的时间。
-
分析完成后,单击“日志”以关闭“日志”面板。