氣體射出曲線可在氣體射出成型中使用,以控制氣體的速度,進而控制聚合物流動波前的速度。
充填曲線可用來控制聚合物射出。在聚合物射出結束與氣體射出開始之間通常會發生延遲,以使材料在模具中有時間可以冷卻一下。氣體會射出以完成充填階段,並於保壓階段中保持壓力。
當氣體取代聚合物時,氣體波前與聚合物流動波前之間的聚合物較少;因此將聚合物推送穿過模具以完成充填所需要的氣體壓力會隨著時間而減少。下圖顯示氣體波前與聚合物流動波前之間的距離隨著時間而減少的情況。

在氣體射出期間使用恆定氣體壓力將會增加聚合物的剪切熱,因為是由氣體推動來充填模具的。由於聚合物射出速度通常很快,因此不太容易建立曲線。在剩餘的充填階段與保壓階段中使用曲線推拔氣體射出壓力,有助於防止發生下列問題:
- 表面瑕疵
- 壁厚不一致
- 氣體進入壁
- 結構瑕疵
- 毛邊
您可以使用小於聚合物射壓的壓力,來指定氣體射出曲線在短暫延遲之後開始。然後在充填與保壓階段的剩餘時間中,氣體壓力會逐漸降低。
下圖與下表展示相對氣體曲線,其氣體射出由氣體體積控制器指定。圖中顯示從充填曲線到氣體射出曲線的變化。在聚合物射出結束與氣體射出開始之間有 0.2 秒的延遲。氣體射出時間百分比顯示在圖上方。
註: 氣體射出曲線並不包含聚合物射出曲線或聚合物射出與氣體射出之間的延遲。
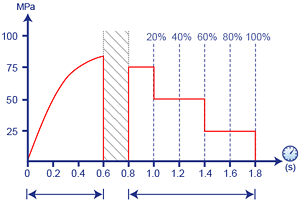
(0–0.6 s) 聚合物射出曲線,(0.8–1.8 s) 由氣體體積控制的氣體射出曲線
上圖中從 0.8 秒開始,到 1.8 秒結束的區間,顯示出了下表中的相對氣體射出曲線。
| 氣體射出時間 (百分比) | 氣體體積 (百分比) |
|---|---|
| 0 | 75 |
| 20 | 75 |
| 20 | 50 |
| 60 | 50 |
| 60 | 25 |
| 100 | 25 |
| 100 | 0 |