在理想情況下,氣體通道的放置與範圍應透過對零件幾何圖形的適當修改來控制。
如果這並沒有提供足夠的控制,則可以使用溢流井來增加氣體滲透,或將氣體導入零件的特定區域。
溢流井是氣體可取代聚合物進而更進一步滲透到零件內部的次要母模仁。溢流井可提供阻力最低的路徑,氣體將優先沿其流過。對氣體流動的進一步控制,可透過在特定時間藉由閥澆口開啟及關閉溢流井來達成。
下圖說明了溢流井在氣體輔助射出中的典型應用。溢流井的通路在射出階段中通常是關閉的,而塑膠會充填母模仁的剩餘部分,如下圖 a) 所示。在聚合物射出結束時,有一個可選的延遲時間可讓較薄部分上的聚合物凝固。就在氣體射出被觸發之前,溢流井的通路會開啟,並會建立額外體積以容納進入的氣體所取代的樹脂,如下圖 b) 所示。從模具中頂出零件之後,如果溢流不理想,也可予以修剪。
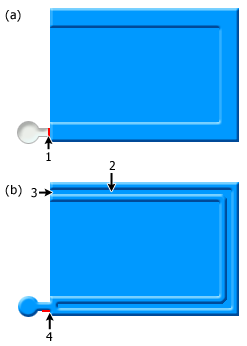
圖例:
.1) 在聚合物射出時關閉的控制閥。2) 氣體滲透。3) 氣體注入口。4) 在氣體射出時開啟的控制閥。
溢流井必須以定義的體積塑型。僅針對中間平面模型而言,可以在溢流井終止節點上設定排氣位置來模擬具有無限體積的溢流井。