冷卻迴路用於在冷卻分析中,將冷卻劑傳送至無法以其他方式有效冷卻的模具區域。
冷卻迴路由構成冷卻系統的一組相連的兩點樑曲面組成。
冷卻通道的放置受機械約束 (如頂針與金屬嵌入件) 的限制。來自冷卻分析的資訊可用於評估每個設計。當您設計冷卻系統時,需要考慮冷卻劑入口、迴路類型與迴路位置。
冷卻劑入口
執行冷卻分析之前,您需要先識別及設定所有冷卻迴路入口。
迴路類型
串聯迴路通常比並聯迴路更好,因為串聯迴路甚至可以達到冷卻劑流速,並能夠實現熱傳導。
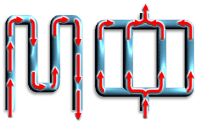
如果需要使用並聯迴路,應針對局部熱負載平衡每個分支。設計不良的並聯迴路可以有分支,這些分支中極少或根本沒有流。應控制每個分支中的流,以使所有冷卻迴路的冷卻劑都流過它們,並使冷卻劑流為紊流,以達到最大冷卻效率。下圖左側為串聯冷卻迴路,右側為並聯迴路。
迴路位置
一般而言,可將冷卻迴路定位在距離塑膠約為其直徑 2.5 倍的位置。如此會非常均勻地冷卻零件。但在某些情況下,可能需要根據要去除的熱量,來將管線定位在距離零件更近或更遠的位置。在熱集中的區域 (如內部轉角與肋),冷卻迴路應該更近一些。而在熱量較少的區域 (例如較薄的區域),則可以將冷卻迴路定位在較遠的位置。
冷卻效率
模具通常包含很難冷卻的肋與公模仁。將具有較高傳導性的噴泉管、障板管或金屬放置在這些區域,可顯著改善公模仁與冷卻通道之間的傳導。
請勿使用較小的入口通道來饋送較大的通道。請記住,只有需要紊流的通道才是實際冷卻零件的迴路。如果使用細入口管線饋送大冷卻迴路,那麼要在大迴路中實現紊流,必定會伴隨細管線出現大幅度壓降的情況。這是對抽吸能力的浪費。
必須為冷卻元素指定熱傳導效果值,以表示其從模具接受熱量的能力。大多數情況下,預設值都適用。