纖維配向預測牽涉到針對每一個元素,以及以整個零件厚度的位置函數的方式,確定纖維的空間分佈。
當射出成型纖維強化熱塑型塑膠成為對短纖維複合材料的主要商業應用時,對製程的塑形比在其他應用中更複雜,因為零件通常較薄,而且常會使用較短的纖維。諸如纖維的三維配向以及整個零件上的明顯配向變化等其他方面,也是導致問題變得很複雜的原因之一。
在充填射出成型鑄模的過程中,通常存在三個流區域 (充填期間的流區域)。這些區域是:
- 接近澆口的 3D 區域 (區域 A)。
- 在主要流平面之外沒有明顯速度,且包含絕大部分的流的潤滑區域 (區域 B)。
- 位於流動波前的噴泉流區域 (區域 C)。
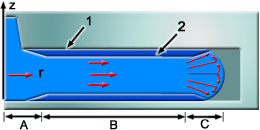
充填期間的流區域
.(1) 模具壁;(2) 凝固層。
對於所開發的各種模具充填模擬而言,大部分都會使用以下假設來簡化控制方程式:
-
大多數成型品都是薄的。
-
流大約會在潤滑區域發生。
在成型過程中,某一位置的纖維配向會以兩種不同方式受到流體運動的控制:
-
流推論配向 (運動項)。
-
對流配向 (熱水平對流項)。
當為此塑型時,這些不同項的準確度分別取決於已確定的速度梯度與配向梯度。
流行為對纖維配向的影響很複雜,但已展示兩項基本原則 (〈拉伸流對纖維對齊產生的影響〉):
-
剪切流傾向於以流動方向對齊纖維。
-
拉伸流傾向於以拉伸方向對齊纖維。針對中心澆口圓盤,拉伸軸垂直於徑向流動方向。
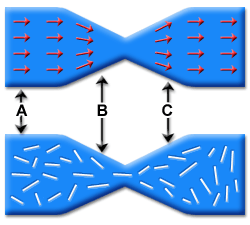
拉伸流對纖維對齊產生的影響
.A = 注入口:隨機纖維,B = 匯集流:與流對齊的纖維,C = 發散流:橫向對齊
您可以發現,射出成型複合物中的纖維配向已分層,並於模具充填期間由平面內纖維運動建立公模仁。
對於徑向流 (如在中心澆口圓盤中) 而言,其中有平面內拉伸流,且公模仁層中包含以拉伸方向對齊的纖維。
對於未套用拉伸的情況而言,例如脫除模具,在以下情況下,澆口處由流設定的配向會直接以較小的變化沿流動長度往下對流:
-
公模仁任一側上的薄殼層,配向因塑件厚度方向剪切而對齊流。
- 位於模具表面的表層:
- 當在充填期間形成較厚凝固層時。
- 噴泉流以公模仁與薄殼層之間的某值設定配向。
取決於零件中的位置與零件幾何圖形的圖層數、厚度與類型。除了以上幾點以外,經觀察發現:
-
製程條件與材料行為確實會影響配向。
-
充填速度是對纖維配向產生最大影響的製程參數。更快的射出速度會導致產生更厚的公模仁層與更薄的表層。
-
纖維平均縱橫比與濃度也會對纖維配向產生影響。隨著纖維縱橫比與濃度的增加,薄殼層中與流對齊的配向也會增加。
對於纖維充填材料而言,分析程式必須考慮三個因素。它們是:
-
熔解聚合物的一般流體動力。
-
熔解聚合物對纖維產生的影響。
-
纖維間互動。
熔解聚合物的一般流體動力會使用 Autodesk Simulation Moldflow 的一般「充填與保壓」分析演算法算出,但熔解聚合物對纖維產生的影響及纖維的互動需要針對流體懸浮中的剛體微粒使用運動方程式。