導致零件扭曲的因素有很多。
當考慮翹曲的形成因素時,很容易想到收縮,原因如下:
-
各區域的收縮不同 (差異收縮)。
-
模具一側與另一側的溫度有差異 (差異冷卻)。
-
在與材料配向方向平行和互垂的方向,收縮量發生變化 (配向性影響)。
每種類型的收縮都將與產品的總體翹曲息息相關。
差異收縮
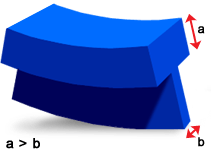
此種類型的收縮通常因結晶度與體積收縮發生變化所致。下圖展示貼附至較厚頂部的薄肋。一般而言,頂部的冷卻率將比較薄部分的冷卻率低。如此一來,頂部必將會增加結晶度,因此會進一步收縮,進而導致發生如圖所示的翹曲。
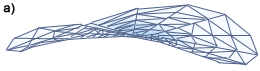
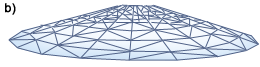
下圖 (a) 展示中心澆口式圓盤的鞍狀翹曲,澆口周圍的收縮較高。相反地,如果圓盤外部周圍的收縮較高,產生的翹曲可導致圓盤呈圓頂狀,如圖 (b) 所示。
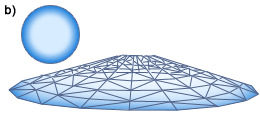
高收縮 ![]()
低收縮
差異冷卻
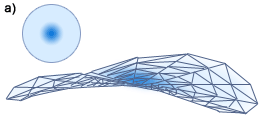
因溫度不同所致的收縮通常會導致元件呈弧狀,如下圖所示。此種類型的收縮通常是因冷卻系統設計不良所致。
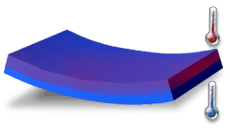
當零件在模具中時,模具一側與另一側的溫差會導致元件厚度的收縮發生變化。除此之外,頂出時因零件兩側冷卻至室溫而產生的任何溫差也將造成進一步翹曲。
配向性影響
配向可導致在與材料配向方向平行和互垂的方向,收縮量發生變化。此類型的收縮可導致產生與差異收縮相似的翹曲。下圖 (a) 展示當平行收縮大於垂直收縮時的翹曲。從另一方面來講,如果垂直收縮高於平行收縮,就會產生圓頂狀,如圖 (b) 所示。