Certaines surfaces du moule doivent comporter une dépouille pour que la pièce plastique puisse être éjectée du moule une fois suffisamment refroidie.
Parois du moule sans dépouille
Les parois du moule repérées en rouge dans le schéma suivant ne comportent pas de dépouille. Lorsque les broches d'éjection poussent la pièce finie hors du moule, la force appliquée doit surmonter le frottement entre la paroi du moule et la pièce plastique.
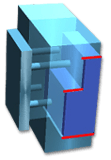
Comme illustré dans l'animation suivante, lorsque les parois du moule ne comportent pas de dépouilles, la résistance due au frottement s'exerce tout au long de la phase d'éjection. Les pièces plastiques qui ne comportent pas de paroi dépouillée peuvent être impossibles à éjecter du moule. Même si la pièce est éjectée, la surface risque d'être éraflée durant le processus, ce qui rend la pièce inacceptable sur le plan de l'apparence.
Parois du moule avec dépouille
Les parois du moule repérées en rouge dans le schéma suivant comportent une dépouille.
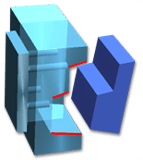
Comme illustré dans l'animation suivante, lorsque les broches d'éjection poussent la pièce finie hors du moule, il existe une résistance initiale due au frottement, qui disparaît une fois que la pièce bouge. En fonction de l'état de surface de la pièce, un angle de dépouille compris entre 1,5º pour les surfaces extrêmement polies et 6º à 8º pour une surface ayant l'aspect du cuir, permettra à la pièce d'être éjectée facilement du moule.