La forme et le diamètre des canaux d'alimentation sont des facteurs importants dans la réussite de la conception des moules.
La forme du canal conditionne le volume de la matière qui reste à l'état fondu, et le diamètre a un impact sur la température matière à l'état fondu dans les canaux d'alimentation et, par conséquent, sur la qualité du produit et le gaspillage de matière.
Effets de la forme
La forme de la section transversale des canaux d'alimentation influe sur l'écoulement du polymère dans ces canaux. Lorsque le plastique à l'état fondu rencontre le métal froid du canal, une couche de matière se solidifie et forme un revêtement à la surface du canal. La matière au milieu du canal d'alimentation reste à l'état fondu alors que le polymère est injecté dans le moule. Le schéma suivant montre le noyau de matière à l'état fondu pour différentes formes de canaux d'alimentation.
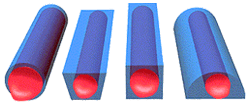
Une section transversale circulaire fournit la plus grande proportion de polymère à l'état fondu. Comparés aux canaux rectangulaires ou carrés, les canaux d'alimentation avec section transversale courbe ou angulaire nécessitent moins de force pour être retirés du moule.
Bien que les canaux d'alimentation circulaires représentent le meilleur choix du point de vue de l'écoulement de matière et de l'éjection, ils sont néanmoins les plus chers. Cela est dû en partie au fait que le canal d'alimentation doit être coupé en deux et qu'il est difficile de couper les deux moitiés du canal d'alimentation de manière qu'elles se correspondent tout à fait.
Les sections transversales trapézoïdales représentent un bon compromis. Les canaux d'alimentation trapézoïdaux présentent souvent des caractéristiques d'écoulement et d'éjection acceptables et sont moins coûteux à produire que les canaux circulaires.
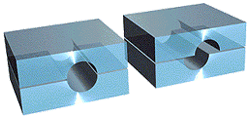
Si vous décidez de ne pas utiliser un canal circulaire, vous devez veiller à aligner les deux moitiés du canal circulaire afin d'éviter une augmentation de la pression d'injection due à la section transversale réduite. Dans le schéma suivant, le canal d'alimentation situé à gauche est aligné correctement, mais dans celui de droite, le centre de quantité de matière à l'état fondu sera plus faible, ce qui limite l'écoulement.
Effets du diamètre
Si le diamètre d'un canal d'alimentation est étroit, il en résulte une chaleur de cisaillement dans les canaux et la température du plastique y devient alors supérieure à celle du fourreau. Des températures matière plus élevées réduisent les taux de contraintes résiduelles et la tendance des pièces au gauchissement, mais des températures élevées du fourreau peuvent causer une dégradation de la matière.
Pour minimiser le gaspillage de matière et réduire la température du fourreau, concevez des canaux d'alimentation ayant une petite surface de section transversale.
- des changements rapides de la résistance à l'écoulement
- un écoulement instable
- une pression d'injection accrue
 (
(