Le phénomène de surcompactage se produit lorsqu'un excédent de matière est compressé dans une seule trajectoire d'écoulement alors que les autres trajectoires n'ont pas fini de se remplir.
Surcompactage
Le surcompactage, qui se produit généralement dans les sections qui ont le temps de remplissage le plus court, peut causer toute une série de problèmes, y compris un gauchissement causé par un retrait non uniforme, un poids excessif dû à la matière gaspillée et une distribution non uniforme de la densité à travers la pièce.
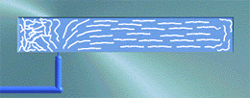
Le surcompactage se produit lorsque les trajectoires d'écoulement les plus faciles, à savoir les plus courtes ou les plus épaisses, se remplissent en premier. Lorsque ces trajectoires d'écoulement sont remplies, elles restent sous pression au moment où une quantité supplémentaire de plastique est injectée dans l'empreinte pour remplir les autres trajectoires d'écoulement. Cette pression pousse plus de matière dans la trajectoire d'écoulement déjà remplie, donnant à celle-ci une densité plus élevée et un retrait plus faible que d'autres régions. La trajectoire d'écoulement surcompactée se solidifie sous pression, gelant ainsi les contraintes. Dans le schéma suivant, les lignes blanches représentent les molécules du polymère. Notez que les trajectoires d'écoulement ne sont pas équilibrées et qu'un surcompactage aura lieu dans la partie gauche de la pièce.
Que faire ?
Le résultat qui identifie le mieux le surcompactage est celui du temps de remplissage. Affichez le temps de remplissage au moment du remplissage à 100 pour cent et vérifiez l'existence éventuelle de trajectoires d'écoulement ne se terminant pas en même temps que la première trajectoire. La résolution du surcompactage nécessite un rééquilibrage des trajectoires d'écoulement, qui peut être réalisé grâce aux points suivants :
-
Épaississez ou amincissez les parties du modèle qui agissent en tant que chemins ou déflecteurs d'écoulement.
-
Déplacez les points d'injection vers une position qui définira des trajectoires d'écoulement d'une longueur similaire.
-
Divisez l'empreinte en sections fictives et utilisez un point d'injection pour chaque section.
-
Supprimez les seuils inutiles.