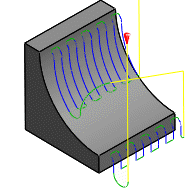
同じ径を選択
選択ボックスで現在選択されている穴と同じ直径のすべての穴を自動的に選択するには、このチェック ボックスをオンにします。
例: 1 つの 6 mm / 1/4" の穴とすべて 12 mm / 1/2" の穴をドリルで開けるには、最初に 6 mm / 1/4" の穴を選択し、次に 12 mm / 1/2" の穴の 1 つを選択し、[同じ直径を選択]チェックボックスをオンにします。
このオプションの使用はモデルに関連付けられます。同じ直径の穴が後で追加される場合、操作の再生成にはドリル サイクルで追加された穴が自動的に含まれます。
Auto-merge 穴セグメント
複数のセグメントを持つ穴をドリルで開けるとき、隣接するセグメントが自動的に含まれるようにする場合に有効にします。
ドウェル時間:
ドウェル時間(秒単位)です。
ドウェル時間を指定すると、指定した時間の間すべての軸の動作が停止しますが、主軸は指定された RPM で回転し続けます。これを使用すると、穴から退避する前にチップを除去することができ、通常、穴の仕上げが改善されます。
通常、1/4 秒から 1 秒のドウェル時間で十分です。
例: 1/4 秒ドウェルするには、このフィールドで 0.25 または 1/4 と指定します。
ドリル サイクルのポスト処理の場合、ドウェル時間はドリル サイクル パラメータ(通常 P)の 1 つとして指定され、ほとんどの場合ミリ秒(ms)単位で出力されます。

G82 で 250 ms のドウェル時間
展開されたサイクルを使用してポストする場合、ドウェル時間は通常のドウェル コマンド(G4)として出力されます。
少なくとも完全に 1 回転する最小のドウェル時間を計算するには、60 を回転速度で割った値を使用します。
例: 350 RPM での最小ドウェル時間は、60 / 350 = 0.171 s (0.2 s に切り上げ可能)となります。
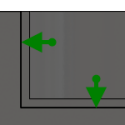
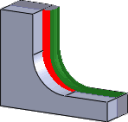
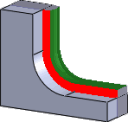
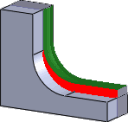
仕上げオーバーラップ:
仕上げオーバーラップとは、工具が退出する前にエントリ点を越える距離です。
仕上げオーバーラップを指定すると、エントリ点の材料が適切に除去されるようになります。
仕上げオーバーラップなし
仕上げオーバーラップ 0.25"
を使用して薄い壁
切削パーツの壁の厚さのシートメタル ストックに相当する、または細いとフィーチャの場合は、ストックのメタル除去によって生成されるフォースが作用します。この寸法精度を維持し、指定の表面仕上げを実現するのが困難な、移動ツールに対して相対的に薄い壁の繊細な構造にすることができます。
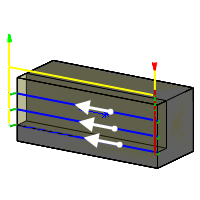
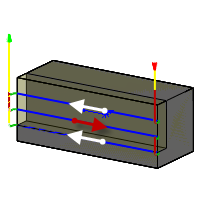
このオプションは、薄い壁の両側が同時に機械加工されるようにすることで、振動、チャタリングを減らすために使用できます。
薄い壁の幅:
[ 薄い壁 ]とみなされる壁の幅を指定します。
この幅または薄い壁と振動とのやりとりを削減すると同時に、両側に機械加工されます。
[方向]
[方向]オプション Inventor HSM、[ 上 ] または [ 従来の ] 切削を維持するかどうかをコントロールすることができます。
上
どちらの方法でも 、
上
1 つの方向におけるすべてのパスのコンピュータ上に を選択します。 このメソッドを使用する場合、Inventor HSM クライム切削は選択した境界を基準として使用しようとします。
従来型
これは従来の切削ツールパスを生成するには、[ 高 ] 設定とツールパスの方向を反転します。
どちらの方法でも 、
両方の方法 を選択した場合 、[機械加工]Inventor HSM Inventor HSM
[方向]
アップカット、ダウンカット、またはその両方の組み合わせのどれを使用して材料を除去するのかを指定します。
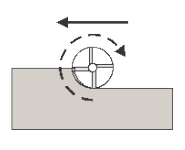
アップカット
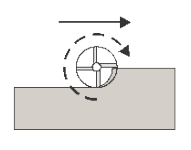
ダウンカット
ダウンカットとアップカット
切断する刃先が最大の厚さで材料に食い込んでゼロに低下するようにミル工具が材料を前進します。これはダウンカットと呼ばれます。
反対方向に切断することにより、工具が材料をすくい上げ、ゼロの厚さから開始して最大まで上がります。これはアップカットと呼ばれます。
ダウンカットでは機械のリードねじのバックラッシュによって工具が突然揺れるため、アップカットは多くの場合手動の機械で使用されます。CNC 工作機械ではボールねじを使用するため、これは問題ではありません。
アップカットでは工具が切断サーフェスとこすれ、材料を強固にするため、熱を生成し、工具の摩耗が大きくなります。また、仕上げ面全体にわたってチップをかき集めるため、サーフェス仕上げの品質が低くなります。
ミルを行う材料の工具メーカーで特に推奨されていない限り、CNC では常にダウンカットを使用します。ダウンカットでは切断圧力と熱の発生がずっと少なく、サーフェス仕上げが良好で、工具の寿命が長くなります。
維持するストック
正
- 後続 roughing で削除または操作を終了するには、操作後のストックの量を残すには 正のストックします。 Roughing 操作のために、既定の材料のままになります。
[なし]
[仕上げ代なし]: 選択した図形まで余分な材料をすべて除去します。
Negative
: パーツのサーフェスまたは境界を越えて材料を削除するには 、 負のストックのままにしておきます。 このテクニックは、スパークのギャップの機械加工を溶接棒の使用、または成形品の許容値要件を満たすようにします。
放射状(壁)ストックのままにします。
放射状仕上げ代パラメータは、放射状方向(工具軸に対して直角)、つまり工具のサイドでそのままにしておく材料の量をコントロールします。
ラジアルストックのままにします。
を残すには[放射状]および[軸ストック
垂直方向の壁と成形品の急勾配領域に残されているマテリアルの結果に正のラジアル ストックを指定します。
用のサーフェスではありませんが、Inventor HSM 補間の軸(床)および維持するラジアル ストック値、ストックの左のラジアル方向にあるこれらのサーフェスから指定した値に応じて、サーフェスの勾配および軸ストックに値のままにしておきます。
自動的に残し、ラジアル ストックを手動で変更しない場合は、軸ストックを入力しない限り、同じ量には軸ストックを設定します。
操作を終了するには、既定の値は 0 mm / マテリアルを左に 0 です。
Roughing 操作では、デフォルトの 1 つまたは複数のフィニッシング操作により、後で削除することができるマテリアルのままになります。
負のストックのままにします。
のままにするには、負のストックを使用する場合は、[機械加工]操作は、モデル形状、ストックから材料を除去します。これにより、スパークのギャップのサイズのままにしておき、負のストックに等しくなっている Sparkでギャップ、電極マシンに使用できます。
両方のままにするには、[放射状]および[軸ストックを負の値にすることができます。ただし、を終了するには、負のラジアル ストックツール半径よりも小さくする必要があります。
コーナーの半径を終了するには、負の軸ストックより大きいままにするには、ボールや負のラジアル ストックを半径カッターを使用している場合は、コーナーの半径が小さくなります。
軸(床)を維持するストック
パラメータでは、軸内にマテリアルの量は、Z 軸に沿った方向、ツールの終了時に、つまりコントロールを終了するには 、 軸ストックします。
軸ストックのままにします。
を終了するには、[放射状]および[軸ストック
パーツの浅い領域に残されているマテリアルの結果に正の軸ストックを指定します。
用のサーフェスではありませんが、Inventor HSM 水平補間との間の軸と半径(壁)を維持するストック値、ストックの左側では、軸方向にあるこれらのサーフェスから指定した値に応じてサーフェスの勾配およびラジアル ストックに値のままにしておきます。
自動的に残し、ラジアル ストックを手動で変更しない場合は、軸ストックを入力しない限り、同じ量には軸ストックを設定します。
操作を終了するには、既定の値は 0 mm / マテリアルを左に 0 です。
Roughing 操作では、デフォルトの 1 つまたは複数のフィニッシング操作により、後で削除することができるマテリアルのままになります。
負のストックのままにします。
[機械加工]操作を削除してモデル形状と、ストックから材料のままにするには、負のストックを使用します。これにより、スパークのギャップのサイズのままにしておき、負のストックに等しくなっている Sparkでギャップ、電極マシンに使用できます。
両方のままにするには、[放射状]および[軸ストックを負の値にすることができます。コーナーの半径を終了するには、負の軸ストックより大きいままに負のラジアル ストックのボールや半径カッター]を使用すると、コーナーの半径が小さくなります。
[ジオメトリ]
点(頂点、スケッチ点など)、点を含むスケッチ、円弧(スケッチまたはソリッド エッジ)、または円柱面からドリル位置を選択することができます。
重複する穴を削除
重複する穴を削除するように指定します。
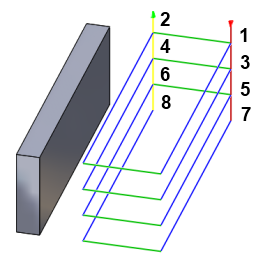
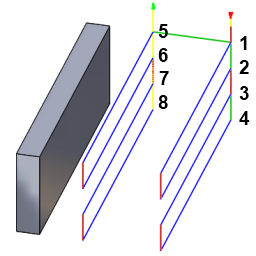
深さによって管理
パスを上に並べる必要があります。
深さ順を無効
深さ順を有効
深さによって管理
Z 軸の値が増加または減少するように穴を並べ替えることを指定します。
最適化の順序
加工距離が最小化されるように穴を並べ替えることを指定します。
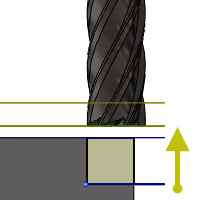
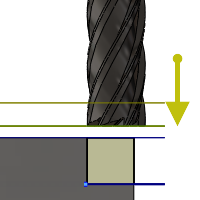
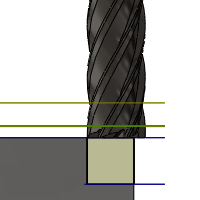
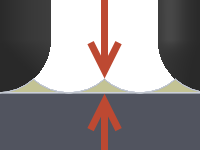
下からドリルの先端
工具の先端が下部まで完全に貫通することを有効にします。
Break-through 深さ
貫通切断を確実に行うために穴の下部を工具がどれだけ通過するかを指定します。
サイクル タイプ
ドリル サイクルのタイプです。
Inventor HSM には多数の定義済み(固定)ドリル サイクルが用意されています。
ドリル サイクルを選択することにより、ドリル操作でどのパラメータを指定できるのかが決まります。
-
ドリル穴 - 早送り退出
工具直径の 3 倍未満の深さの穴をドリル加工する場合に推奨される標準のドリルです。
-
カウンターボア - ドウェルと早送り退出
以前にドリル加工した穴の一端を拡大し、拡大された端点は通常、内部がフラットになります。穴の仕上げを改善するにはドウェルを使用します。
-
チップ切断 - 部分退避
チップを除去し、穴が冷却水であふれるように工具を定期的に退避させることにより、工具直径の 3 または 4 倍を超える深さの穴をドリル加工します。これは、ペック ドリルとも呼ばれます。
-
深穴ドリル - 完全退避
工具を定期的に穴から退避させ、チップを除去して穴を冷却水であふれさせることにより、工具直径の 3 または 4 倍を超える深さの穴をドリル加工します。これは、ペックドリルと呼ばれます。
-
ガイド深穴ドリル - ガン ドリル
標準ガン ドリルには単一の有効な切削エッジがあります。この独自のヘッド ジオメトリは、従来のツイスト ドリルとは異なります。ドリル加工の間、ガイド パッドによって穴が磨かれ、穴の真直度を維持できます。この動作の結果として正確な直径の丸穴となり、各種材料に深くまっすぐな穴を作成できます。
-
タッピング
多点工具を使用して丸穴に右側または左側のめねじをタップします。
-
左タップ
ねじ山をカットするために穴に入るときに反時計回りに回転するタップです。
-
右タップ
ねじ山をカットするために穴に入るときに時計回りに回転するタップです。
-
チップ切断でタッピング
チップ切断でタップします。
-
リーマ
送り退出でリーマ加工します(G85 スタイル)。
-
ボア
下部でドウェル、送り退出でボア加工します。
-
ボア停止
下部で主軸停止、早送り退出でボア加工します(G86 スタイル)。
-
ファインボア加工
穴側からシフトしてファインボア加工します。
-
バックボア
バックからボア加工します。
-
円弧ポケット
円弧ポケットです。
-
ボアミル
ボアミルです。
-
ねじ切りミル
ねじ切りミルです。
-
検出
プローブ工具を使用してパーツでフィーチャを計測するために使用されます。または、機械からマクロを使用して WCS を定義します。ポスト プロセッサでは機械に応じて特別な処理が必要です。
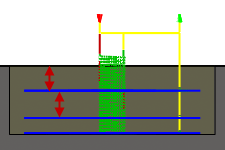
ペック深さ:
チップを除去および切断するために材料に(から)切り込む最初のペック移動の深さを設定します。
ペック深さ短縮:
ペックごとにペック深さが短縮される量です。
最小ペック深さ:
最小許容ペック深さです。
累積ペック深さ:
完全退避を強制するペック深さを指定します。
チップ切断長さ:
チップの切断操作で、ドリルはチップのバインドを防ぐために穴に進んだ後に指定した距離を退出します。
短縮する前に停留
ペック退避前にドウェルを可能にして切り粉を減らします。加工する素材によっては、この操作を行うことで工具移動高さが大きく増加することがあります。
ボア - シフト
干渉を防ぐために退避する前にボア バー工具がツールパスの壁から離れて移動する距離を設定します。このオプションは、ボア バーのドリル サイクルにのみ適用されます。
補正方向
補正方向を指定します。
横方向補正:
力の方向を指定します。
- 左(ダウンカット)
- 右(アップカット)
補正タイプ:
補正タイプを指定します。
- コンピューター: 工具補正は選択した工具の直径に基づいて Inventor HSM によって自動的に計算されます。ポストプロセスの出力には、G41/G42 コードではなく補正されたパスが直接含まれています。
- 制御機: 工具補正は計算されず、G41/G42 コードが出力となり、オペレータは工作機制御の補正量と摩耗を設定できます。
- 摩耗補正: コンピューターが選択された場合のように機能しますが、G41/G42 コードも出力します。これにより工作機のオペレータは、工具サイズの差を負の値で入力することによって工作機制御での工具の摩耗を調整できます。
- 逆摩耗補正: 摩耗補正の調整が正の数として入力される点を除き、摩耗補正オプションと同一です。
最大切削ピッチ:
最大切削ピッチの値を指定します。
最大水平ステップオーバー
パス間の最大水平切削ピッチを指定します。
負荷制御
従来の 2D 除去
円滑化公差:
粗取りパスに適用される円滑化の最大量です。ツールパスのシャープ コーナーを避けるためにこのパラメータを使用します。
コーナーの偏差
最大コーナー偏差です。[ツールパスの鋭いコーナーを避けるためにこのパラメータを使用します。

フィニッシング パス
工具のサイドを使用して仕上げパスを実行することができます。
仕上げパスあり
仕上げパスなし
仕上げパス回数:
仕上げパスの回数を指定します。
3 つの仕上げパスで表示
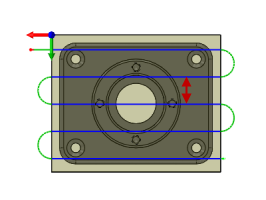
ステップオーバー:
仕上げパス間の最大距離です。
すべての仕上げによりパス
すべての仕上げパスで全進入と退出を強制します。
有効
無効(disabled )
繰り返しフィニッシング パス
ストックツールのたわみによるパスを削除するには、最終的な仕上げを 2 回実行することができます。
複数深さ
複数の深さを採用することを指定します。
複数切削深さあり
複数切削深さなし
最大 stepdown:
Z-levels stepdown 間の最大値を指定します。
仕上げ切込みピッチ:
工具の下部を使用する仕上げパスの数です。
3 つのフィニッシング パスに
仕上げ切込みピッチ:
仕上げパスの各切込みピッチのサイズです。
仕上げ切込みピッチ
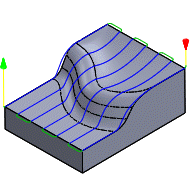
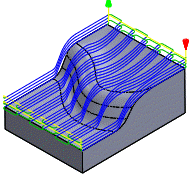
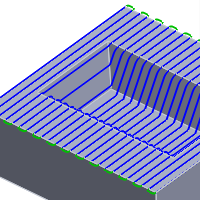
壁テーパ角度(度):
壁のテーパ角度を指定します。
傾斜角度の定義は 2D 方法でフィーチャを加工するために使用できます。定義がない場合は 3D 方法が必要です。
傾斜角度 0 度
傾斜角度 45 度
図形選択
下部選択
上部選択
[最終の深さに対してのみ
壁にマークが残るのを回避するため、最終深さでのみ仕上げパスを実行します。
無効(disabled )
有効
粗い最終
1 つまたは複数の仕上げ切込みピッチを使用して複数の深さを実行するときにすべての粗取りパス/仕上げパスに仕上げ切込みピッチを適用できます。
寸法公差
加工許容差は、ツールパスの生成および図形三角パッチに使用される許容差の合計です。その他のフィルタリングの許容差の合計許容差を取得するためにこの許容差に追加する必要があります。
緩い許容値 .100
厳しい許容差 .001
工作機械の輪郭動作は、線分 G1 および円弧 G2、G3 コマンドを使用してコントロールされます。目的の形状に近づけるためには、多数の短い線分セグメントを作成し、これに対応するには、カム linearizing でスプラインおよびサーフェスツールパスを求めます。正確なツールパスを目的のシェイプに一致する行の番号によって異なります。複数の線分はスプラインまたはサーフェスの呼び径のシェイプに近いツールパスになります。
データ Starving
常に非常に厳しい許容値を使用してバランス思考ですが、計算時間が長くなり、大きなツールパス G-code ファイル、非常に短い線分が含まれます。最初の 2 つの計算には非常にすばやく Inventor HSM Inventor HSM と最近のほとんどのコントロールの RAM には少なくとも 1MB を持っている問題の多くはありません。 ただし、高い feedrates と短い線が移動し、starving データと呼ばれるフェノメナで発生する可能性があります。
データ starving コントロール上にないデータで overwhelmed になった場合に発生します。CNC コントロールのみの 1 秒あたりのコードの行(ブロック)の有限数を処理できます。すると、古い機械 「 HAAS オートメーション コントロールのような新しいコンピュータ上に 2 以上 / 1,000 ブロック / ブロックの 40 個になります。短いラインを移動すると、高 feedrates コントロールを処理することができる以上の処理速度を強制することができます。そのような場合、それぞれのコンピュータに移動した後に停止し、コントロールから次のサコマンドで待機する必要があります。
複数の仕上げ用のパス
複数の仕上げパスを実行することができます。
仕上げ円滑化公差
仕上げパスに適用される円滑化の最大量です。[ツールパスの鋭いコーナーを避けるためにこのパラメータを使用します。このパラメータを設定すると、輪郭のコーナーで要求されるよりも多くのストックが残ります。
粗取りパス
粗取りパスを実行することができます。
ステップオーバー:
パスの間で水平ステップオーバーを指定します。既定では、この値では、カッター直径はツールのコーナーの半径の 95% があります。
水平ステップオーバー
スパイラル切削ピッチ:
パス間の放射状の切削ピッチを指定します。システムの既定は刃物直径の 50% に基づいています。
スパイラル切削ピッチ
切削ピッチ
サーフェスに沿って測定されたパス間の切削ピッチです。
面取り幅:
面取りの(追加)の幅です。
面取りされていないエッジの場合、これは面取りの最終的な幅です。
面取りされたエッジの場合、これは追加オフセットで、負の放射状仕上げ代の使用に似ています。
面取り先端オフセット:
これは、ツールパス放射状オフセットを調整することにより選択したエッジと工具との接触を維持したまま、ツールパスの深さに追加されます。
パス方向:
フィーチャの方向を指定します。
パス方向 @ 0 °
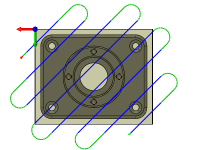
パス方向 @ 45 °
パス延長:
加工境界を超えてパスを延長する距離です。
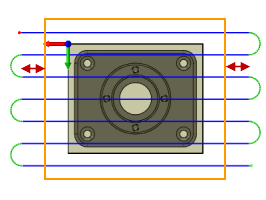
パス延長
下
最大の切削深さです。
上
ストックの上部を指定します。
最適負荷:
負荷制御方法で維持する、刃物があたる量を指定します。
拘束除去のツールパス
従来のクリア ツールパス
偏差読み込み
最適な工具負荷の最大偏差です。負荷は最適な負荷に偏差を加えたものより高くなりません。
カットの最小半径:
カットの最小半径の設定
[ツールパスの鋭いコーナーを完了パーツ内のチャタリング防止 : カットの最小半径を指定します。
カットの最小半径を設定せずに
選択したツールはツールパスに達する材料の除去を試み - 任意の場所を[最小カットの半径になります。 これは、多くの場合、機械加工されたパーツのやりとりにつながるツールパスの鋭いコーナーが作成されます。
微小切込みピッチ:
中間ステップの微小切込みピッチを指定します。これらの手順は工具軸の方向の上向きです。
円形の壁
押し出された壁を丸くできます。
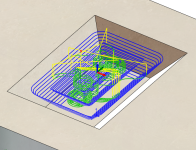
成形機のキャビティ
選択された閉じた輪郭の内側での加工を有効にします。
選択された閉じた輪郭の外側での加工を無効にします。
開いた輪郭は、このオプションを有効にしているときにのみ指定することができます。
キャビティの加工有効
キャビティの加工無効
成形機のキャビティ
有効な場合、方法はポケットに傾斜し、これらが加工されます。
無効な場合は、方法は外側から内側にのみ加工され、ポケットは加工されないままになります。
手動ステップオーバー
切削ピッチを手動で設定できます。
最小ステップオーバー:
最小ステップオーバーを指定します。
全幅の切削を防ぐ
全幅の切断を避けるように指定します。
最大工具差込み代
全幅の切断の最大工具差込み代を指定します。
最大トロコイド半径
最大トロコイド半径を指定します。
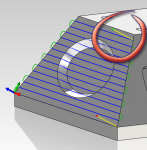
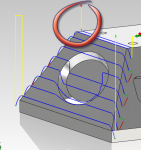
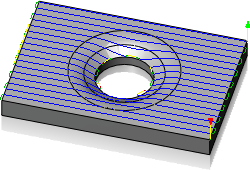
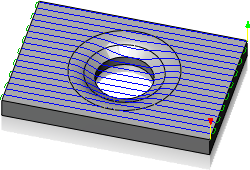
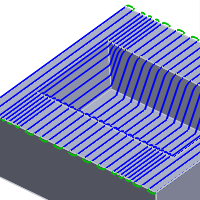
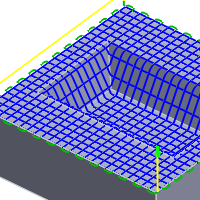
マシンの浅い領域
追加の Z-levels を浅い領域にカットする必要があります。次の 2 つのイメージは 3D 輪郭を使用して示しています。
無効(disabled )
有効
最小浅い stepdown:
このパラメータは、追加 Z-levels 間で許容される最小 stepdown をコントロールします。値の 最大浅いステップオーバーよりも優先されます。
最大浅いステップオーバー:
このパラメータは追加 Z-levels 挿入する必要のある領域を検出するために使用されるステップオーバーをコントロールします。この値よりも多くのステップオーバー内の標準 stepdown 結果、追加レベル[ステップオーバーまたは最小 stepdown まで挿入される場合に達しています。
平面領域の検出
有効な場合、戦略平坦な領域とピークの高さを検出しようとすると、これらのレベルのコンピュータです。
無効の場合は、まったく stepdowns 戦略にコンピュータを指定します。
最小切込みピッチ
フラット領域を検出する場合に使用します。これは、実行できる最小の切込みピッチです。
軸オフセット:
選択したコンターのツールパスの軸オフセット値を指定します。
パスの軸オフセット
複数の深さのカットを実行できます。
オフセットの増分の Z 軸がパスを作成するのに使用する 3D フィニッシング戦略の多くでパスをオフセットします。これらは、2D 操作で複数のフィニッシング stepdowns と同様に動作し、複数のパスを使用して、ストックの一定量を削除する場合に便利です。次のイメージは、3D 平行で表示されます。
無効(disabled )
パスオフセット 3 つの軸
最大粗取り切込みピッチ:
Roughing の Z-levels stepdown 間の最大値を指定します。
stepdowns を終了せずに表示された最大 stepdown -
Stepdowns 数:
Stepdowns の任意の数を指定します。
余肉:
工具の半径を超える半径を持つフィレットに沿ってパスを検出するためにツールに適用される追加の厚さです。
二接角度:
壁または折り曲げに沿ってパスを検出するために使用する度単位の角度です。
Stepovers 数の制限
無効にすると、ステップの数は無制限になり、結果としてサーフェス全体の折りたたまれたペンシル仕上げとなります。
内側から外側にリンク
パス間のリンクまたはリンクを特定の順序で行う必要があるかどうかを指定するには、Enable 外側のパスに内側パスからの順序によって実行する必要があります。
内側 / 外側の方向:
[ツールパス outside-in 裏返しまたは移動する場合に指定します。[ 最小化 ] オプションを選択すると、距離によって並び順が不要です。
[ 内側]出力 >
[ 外側から] >
角度の増分:
放射状パスの角度の角度に戻します。
角度:
WCS から見たときの X 軸から測定した角度で半径の開始角度です。
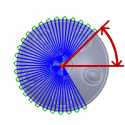
角度から
角度:
WCS から見たときの X 軸から測定した角度で半径の終了角度を指定します。
角度
内側半径:
最小内径を設定します。次のイメージは、3D らせん ツールパスが表示されます。
半径内側はありません
半径内側
外径:
外側半径の最大値を設定します。次のイメージは、3D らせん ツールパスが表示されます。
外部の半径
[ 外側半径 ]
手動による中心
放射状パスの中心です。
[時計回り]
緩和曲線を時計回りです。
ツールの方向
設定で定義されている工具方向をオーバーライドします。
3 + 2 軸プログラミングをコントロールするには、すべての 2D および 3D 操作で作業します。
工具方向有効
工具方向無効
ツールの方向
ツールの方向は座標系の方向と原点のオプションの組み合わせを使用して決定される方法を指定します。
ドロップ ダウンメニューには、X 方向、Y 方向を設定するには、次のオプションが表示され、および Z 座標軸は 、 方向:
- セットアップ の方向が WCS - ツール方向のカレント設定のワークピースの座標系(WCS)を使用します。
- モデルの方向: ツールの方向は、現在のパーツの座標系(WCS)を使用します。
- / 平面と軸 ( X Axis )を選択して Z - 面または X 軸を定義するには、Z 軸を、別の面またはエッジを定義するエッジを選択 します。 両方の Z 軸と X 軸を 180 度反転させることができます。
- / 平面と Y 軸(Z 軸を選択 :面または Y 軸を定義するには、Z 軸を、別の面またはエッジを定義するエッジを選択 します。 両方の Z 軸と Y 軸を 180 度反転させることができます。
- [ x & y - 面または Y 軸を定義するには、X 軸と別の面またはエッジを定義するエッジを選択し、軸を選択します。 X 軸と Y 軸の両方を 180 度フリップすることができます。
- [ 座標系を選択: モデル内の Inventor ユーザ座標系(UCS)からこの操作では、特定のツールの方向を設定します。 これは、既存の座標系の原点と方向を使用します。モデルに適したポイントおよび操作の平面が含まれていない場合にこのオプションを使用します。モデルの操作に適したポイントおよび面が含まれていない場合 、を使用します。
- 代用軸を使用: 4 軸加工では、基準半径を使用して丸いパーツのラップを解除することによってツールパスを生成し、代用軸がツールパスを作成します。
[ 原点 ] ドロップ ダウンメニューには、座標系の原点を配置するには、次のオプションがあります。
- [ セットアップ]: [ツール ] 原点(WCS 原点の現在のセットアップのワークピースの座標系(WCS)の原点を使用します。
- [ツール ]: モデルの原点を基準に、現在のパーツの座標系(WCS)の原点を使用します。
- 選択したポイント - 頂点または座標系の原点のエッジ を選択します。
- [ ストック ボックスポイント: 座標系の原点は、ストック バウンディングボックス上の点を選択します。
- モデルボックスポイント: 座標系の原点のモデルのバウンディング ボックスの点を選択します。
ツールの方向
ワーク座標系を指定する方法を指定します。
原点と方向
原点と方向を使用: スケッチ点またはストック頂点を使用して WCS の位置を定義し、平面を使用して WCS の方向を定義します。
座標系
座標系を使用: 既存の Inventor ユーザ座標系(UCS)を使用して WCS の位置と方向を両方とも定義します。
ストックと方向
ストックと方向を使用: ストックの位置(トップ中心など)を使用して WCS の位置を定義し、平面を使用して WCS の方向を定義します。
モデル
設定で定義されたモデルのジオメトリ(サーフェス/ボディ)はオーバーライドすることができます。
セットアップ モデルを含める
既定では有効になっています。操作で選択したモデルのサーフェスに加えて、セットアップで選択したモデルも含まれます。このチェック ボックスをオフにすると、操作で選択したサーフェス上にのみツールパスが生成されます。
[ジオメトリ]
加工のために開いているまたは閉じているコンターを形成するには、任意のスケッチ フィーチャを選択するか、モデルから開いているまたは閉じているコンターを選択してください。
[ジオメトリ]
特定のターゲット パーツ サーフェスはここで指定することができます。
- 設定モデルはパーツまたはアセンブリの使用可能なすべてのジオメトリを使用するか、「設定リファレンス」の作成で指定されたように使用します。
- 選択では、選択されているボディ、フェイスまたはサーフェスのみを使用します。
ボディは既定で選択されています。
個々のフェイスを選択する場合は、[他を選択]を使用するか、フェイスのみを選択するように選択フィルタを変更する必要があります。
回避/接触サーフェス
避けるサーフェスを指定します。有効にすると、ツールパスは指定した量だけ選択したサーフェスを避けます。
無効(disabled )
有効
クリアランス:
工具は、常に選択したサーフェスからこの距離を保ちます。
接触サーフェス
回避サーフェスの設定の意味を反転します。有効にすると、回避サーフェスは特定のクリアランス内で接触する必要があるものとなり、残りのサーフェスは回避されます。
接触サーフェス
上 / 下: 切削
各ピースのいずれかを下方または上方に移動)のみを使用して機械加工されるように、各パス セグメントに分割するには、このオプションを使用します。この特定の切断方向に制限されている挿入のカッター]を使用する場合に便利です。
注意しない
切削
機械加工境界:
ツールパスの境界を定義する方法を指定します。[ 境界 ] モードです。 次のイメージは、3D 放射状ツールパスを使用して表示されます。
例 1
例 2
[ 境界のモード :
- [なし] :すべてのストックツールパス マシン ) をクリックします。
- [ バウンディング ボックス ] - WCS から見て、成形品の最大範囲によって定義されるボックス内にツールパスが含まれています。
-

境界領域:
- [ シルエット ]: WCS から見て、パーツのシャドウによって定義された境界内にツールパスが含まれています。
シルエット エッジ
- 選択 - [選択された境界によって指定された領域内でツールパスが含まれています。
[選択]
ツールを格納します。
選択した境界または境界との関連の上で、ツールの位置をコントロールする拘束ツールを使用します。
[内側]
全体のツールは、境界内に残ります。結果として、境界に含まれるサーフェス全体に機械加工されないことがあります。
[内側]
[中心]
境界ツールの中心を制限します。この設定は、[境界の内側のサーフェス全体を切削することができます。ただし、境界、または、境界の外側の領域は、機械加工される可能性があります。
[中心]
[外側]
ツールパスの境界の内側に作成されますが、ツールのエッジが、境界の外側のエッジ上に移動することができます。
[外側]
境界の束縛をオフセットするには、[ オフセット ] パラメータを使用します。
その他のオフセット:
追加のオフセット選択境界 / 境界およびツールの拘束に適用されます。
ツールの拘束オフセットが正の値の場合、内側の でない場合は、境界の外側にオフセットは正の値を指定します。
境界ツールセンターで負のオフセット
境界上のツールは、中心とオフセット
境界ツールセンターで正のオフセット
境界がオーバーラップは、ツールのエッジは、外側 ツールの拘束方法を選択し、小さい正の値を指定していることを確認します。
ツールの拘束 メソッド内で 、 を選択し、ツールのエッジが、境界の完全にクリアされていることを確認するには、小さい正の値を指定します。
接点境界
有効にすると、境界はツールにではなくパーツールの中心位置を超える範囲を指定します。
無効(disabled )
有効
ボールエンドミルを使用する平行なツールパスで違いを以下に示します。
無効(disabled )
有効
接触のみ
コントロールするかどうか、またはツールパスをツールでは、機械加工サーフェスと接触していない場所に生成されます。無効、ツールパスの束縛境界の制限およびワークピース内で開口部まで延長されます。
有効
無効(disabled )
[勾配]
指定した角度の範囲に基づいてツールパスが含まれています。
0°~90°
0°~45°
45°~90°
傾斜角度制限は[図形]タブの[傾斜開始角度]と[傾斜終了角度]角度パラメータによって指定されます。角度は 90 度(垂直)に 0 ° (水平)で定義されています。
領域には角度 パラメータは加工され勾配に勾配角度 および から の値より大きくします。
ほとんどの 3D フィニッシング戦略勾配角度 confinement をサポートします。勾配 confinement のいずれかを使用して最適な角度には、選択したツールパス戦略を限定します。たとえば、[ 終了 ][ 輪郭仕上げ 急勾配領域に適している領域は浅いに適しています。
勾配の角度から:
勾配角度から 0 ° (水平)プレーンから定義されます。 領域のみがこの値よりも大きく加工されます。
0 ° から[勾配角度 ]
に勾配角度:
勾配角度 は、0 ° (水平)プレーンから定義されます。 領域のみがこの値より小さい加工されます。
90 ° にするには、[勾配角度 ]
短縮ポリシー:
カットツールパス間で移動する方法をコントロールします。次のイメージは、戦略については、フロー を使用して表示されます。
- - 次のパスの始点上を移動する前に、パスの終端での 高さを短縮 に完全に隠れな短縮 ツールをダブル クリックします。
- - 移動ツール、ワークピース、および指定した任意の安全距離がクリアされる最低の高さの直線をの 最小短縮します。
- 最短ルート: ツールパス間で直線の最短距離を移動します。
注意: オプションの [最短パス G0 を直線で急速な動きをドライブするすべてと G0 最大速度で移動しますが、「 ドッグレッグ 」 と呼ばれる軸()線形化をサポートしていないマシンでは使用できません。 この規則に従わないと、ソフトウェアによって正しくシミュレートできません、ツールがクラッシュする可能性がありるマシンのモーションになります。線形化された迅速な移動をサポートしない CNC マシンは、ポスト プロセッサ high-feed G1 に移動するすべての G0 移動変換を修正することができます。説明としてポスト プロセッサを修正する方法の詳細について、手順については、テクニカル サポートに連絡します。
高速送り速度モード:
高速の動き、True ラピッズ(G0)として出力する場合、高速送り速度動き(G1)として出力するかを指定します。
- すべての急速な動きが保持されている高速移動 - を保持します。
- 高速の動き、水平方向にのみ(放射状)を移動または垂直方向(軸 )[ 軸方向と半径方向の高速移動 - true ラピッズとして出力されます。
- 垂直方向にのみ移動を素早く動きPreserve 軸高速移動 します。
- 水平方向にのみ移動を素早く動きを高速移動放射状 です。
- 1 つの軸(X、Y、または Z)の移動のみ急速な動き - 1 つの軸をすばやく動作を保持します。
-
[ 常に高いフィード を使用してフィード - (高) g01 急速に動きが急速ではなく移動(G0)の出力
このパラメータは、通常は急速に 「 参照 」 動作を実行するマシンにラピッズに衝突しないように設定されています。
高速送り速度:
G0 と G1 の代わりにラピッズ動きの出力に使用する送り速度。
急速な短縮を許可
有効にすると、急速な動きを短縮(G0)として実行されます。リードアウト送り速度で短縮を強制的に無効にします。
安全距離:
[ツールとは、パーツ間の最短距離を後退移動中にサーフェスを選択します。距離を測定するにはストックの後に適用されるようにするには、負のストックを使用する場合は、特別な注意を安全距離の衝突を回避するのに十分な大きさであることを確認する必要があります。
最大停止距離:
停止移動で許可される最大距離を指定します。
最大停止距離 1"
最大停止距離 2"
縦断の最小直径の設定
この設定は、縦断の最小径ができます。機械加工エリアは、指定した縦断の最小の直径よりも小さい場合は、切削されません。
縦断の最小直径:
切断する最小キャビティを指定します。
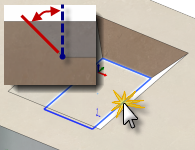
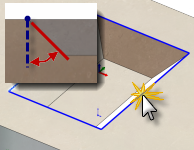
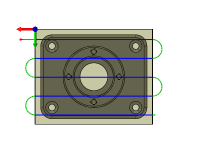
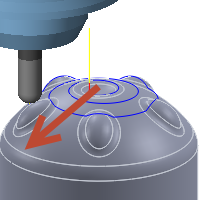
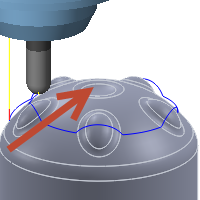
[方向]
[ 方向 ] オプションは、Inventor HSMクライム を維持するかどうかをコントロールすることができ、または [ 従来の 切削します。
上
1 つの方向におけるすべてのパスのコンピュータ上に を選択します。 このメソッドを使用する場合、Inventor HSM クライム切削は選択した境界を基準として使用しようとします。
上
従来型
これは従来の切削ツールパスを生成するには、[ 高 ] 設定とツールパスの方向を反転します。
従来型
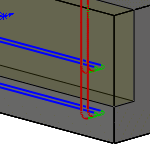
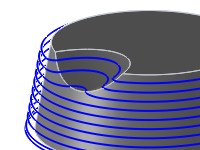
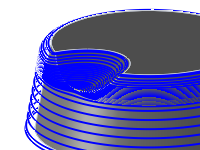
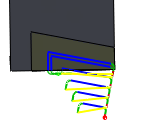
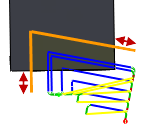
らせんを使用して
円弧進入/退出の動作の代わりにらせん進入/退出の動作を使用することができます。
維持ツール
有効にすると、方法では、次の領域までの距離が指定された退避動作無効距離より短い場合に退避動作を回避します。
両方の方法
有効にすると、パスが両方向で行われます。ダウンカットのみの加工を強制する場合は無効にします。
リードイン(入力)
リードインを生成できます。
リードイン
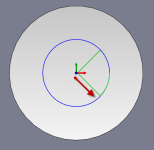
水平リードイン半径:
水平リードイン移動の半径を指定します。
水平リードイン半径(Radius )
リードイン スイープ角度:
リードイン円弧のスイープを指定します。
内角度 90 度
45 度 @ スイープ角度
直線進入距離:
コントローラの半径補正を有効にするには、直線進入の移動の長さを指定します。
直線進入距離
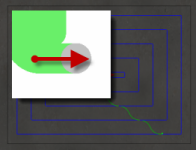
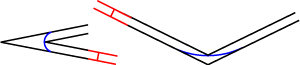
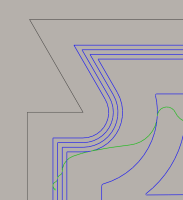
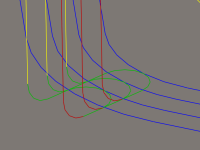
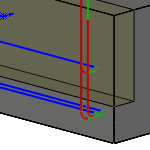
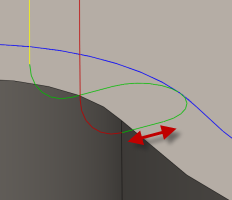
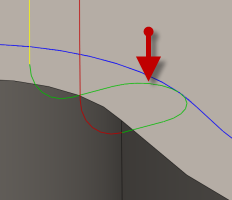
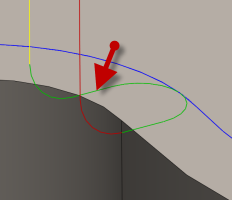
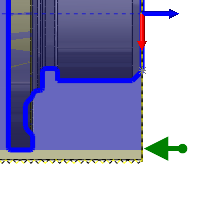
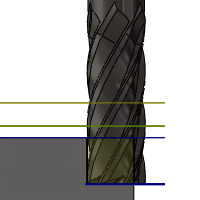
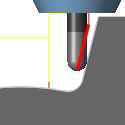
直交
置換は、円弧に対して垂直に移動 lead-in/lead-out 円弧の接線の拡張機能です。
垂直エントリ / 終了と
できるだけ大きな円弧(休止しているリーマークの円弧が大きくなる可能性が少なく)、接線の長さが穴の側面に延長されるため、可能な場合は、穴があるとします。例 :
垂直リードイン半径:
これはツールパスをそれ自体に移動すると、エントリは移動のスムージングは、垂直方向の円弧の半径を指定します。
垂直リードイン半径(Radius )
リードアウト(終了)
リードアウトを生成するようにします。
リードアウト
リードインと同じ
リードアウトの定義をリードイン定義と同一にする必要があります。
水平リードアウト半径:
水平リードアウト移動の半径を指定します。
水平リードアウト半径(Radius )
リードアウト スイープ角度:
リードアウトの円弧のスイープを指定します。
直線退出距離:
コントローラの半径補正を無効にするには、直線退出の移動の長さを指定します。
直線退出距離
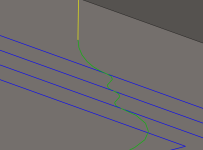
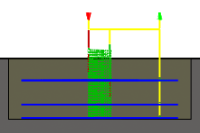
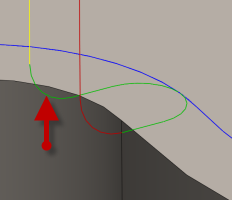
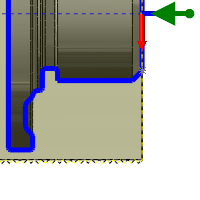
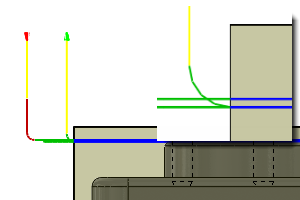
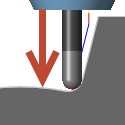
直交
置換は、円弧に対して垂直に移動 lead-in/lead-out 円弧の接線の拡張機能です。
垂直エントリ/終了を表示
できるだけ大きな円弧(休止しているリーマークの円弧が大きくなる可能性が少なく)、接線の長さが穴の側面に延長されるため、可能な場合は、穴があるとします。例 :
垂直リードアウト半径:
垂直リードアウトの半径を指定します。
垂直リードアウト半径(Radius )
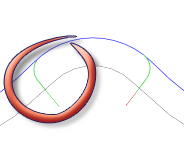
ランプ
ランプを有効にします。
ランプ角度 15 度で表示
スロープのタイプ:
カッターはカットの深さを移動する方法を指定します。
Predrill
[Predrill オプション、Predrill 位置を使用するように定義する必要があります。
プランジ
ジグザグ
ジグザグ傾斜タイプに[スムーズトランジションを確認します。
プロファイル
スムースプロファイル
[らせん]
トランジションの種類(T):
パス間での接続のタイプを指定します。
- Sidesteps 同じ Z-level で互いに接続されていませんが、短縮の移動に接続されていません - にお問い合わせください。
- 直線 - 単純な直線を使用して、直接接続 します。
- 最短ルート - 機械加工エリア - 直線では通常、移動の間の最短パスを選択します。
- スムース(Smooth ) - 必要に応じて真の円弧を使用してスムーズな接線の動きを使用します。
切込みを許可
垂直切込みを許可します。これにより他のタイプの垂直進入が無効となり、機械は次の加工基準まで指定された割合で垂直移動します。
らせんランプを許可
有効にすると、可能な場合は常にらせんランプが生成されます。
コンター ランプを承認
コンター ランプ(または輪郭ランプ)が生成されます。
スムーズ コンター ランプを許可
有効にすると、スムーズ コンター ランプを生成します。
ジグザグ ランプを許可
有効にすると、ジグザグ ランプを生成します。
ストックの外側の切込みを許可する
このパラメータを有効にすると、選択した領域のコンター内の材料を加工する代わりに、追加のストック コンターを選択することで選択したコンターの外側の材料を除去できます。
ストックのランプを強制するには、このパラメータを無効にします。
傾斜角度(度):
最大の傾斜角度を指定します。
最大傾斜 stepdown:
プロファイルは、ランプの 1 回転あたりの最大 stepdown を指定します。このパラメータはランプの全幅のカットを行う際に拘束するツールをロードすることができます。
傾斜クリアランスの高さ:
現在のストック レベルをランプの高さ。
ランプ放射状移動:
進入らせんの輪郭までの最小距離を指定します。
らせん状の傾斜の直径:
らせん状の傾斜の直径を指定します。
スムースなスロープ
有効にすると、スロープを開始し、3 つのすべての軸に対して接線方向に終了されます。
傾斜した滑らかなカーブではなく、通常のねじれのパスで使用されるように、最初に次の微分で不連続性なしで実行されます。
最小ランプ直径:
最小ランプ直径を指定します。
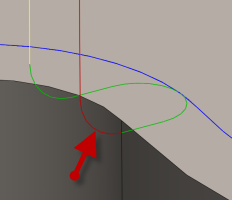
フォースプロファイル ランプ
選択したコンターの上部で輪郭ランプを強制するには、これを有効にします。
これはたとえば、穴を切り取るときに使用します。
パスをトリム
これを有効にすると、リードに合わせてパスをトリムすることができ、不可能な場合は CNC 加工によって高速送りを維持できます。無効にした場合、パス全体の加工を強制します。これによって移動がシャープになり、最小コーナー半径が考慮されない可能性があります。
手動傾斜
オンにした場合は、最小ランプ直径を設定できます。
接触ランプ角度
接触ランプの最大角度です。
スムーズ接触ランプ
接触ランプをスムーズにするように指定します。
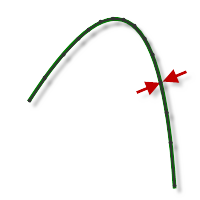
スパイクを削除
ツールパスのスパイクを削除できます。
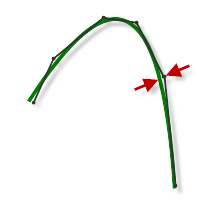
最大スパイク角度
スパイクをトリガするパスの角度を指定します。
スムージング
スムーズポイントを削除することで、特定のフィルタリングツールパスの許容差内にある継手が円弧を描きます。
スムージングをオフ
スムージング
スムージングの精度を犠牲にすることなくコードサイズを減らすために使用されます。曲線領域で複数の線分を置換するには、線分と接線円弧で同一直線上の線分を置換することによりスムージングを実行します。
スムージングの効果が大きいことができます。G-code ファイル サイズと量が 50% 以上で減少する場合があります。マシンをより早く、よりスムーズに実行され、表面仕上げが向上します。コードの削減量はツールパスのスムージングに適しているかによって異なります。平行なパス、フィルタもなどの主平面に主にるツールパス(XY、XZ、YZ)します。3D Scallop としてではなく、そのものが削減されます。
スムーズ化の許容差:
スムーズ化フィルタの許容値を指定します。
スムージングの許容値 ( オリジナルの線形化パスが生成される精度)または[スムージング(Line Arc 継手)許容値よりも大きい場合に最適に機能します。
残りの機械加工
取残し加工を使用します。
残りの機械加工
は、以前のツールや操作を削除できません。 材料を除去する操作を制限します。
機械加工
[ オフ]他の機械加工
残り材料ソース:
残りの機械加工を計算するソースを指定します。
- 前の操作(S)
- 操作(S)
- ツール
- ファイルから
- ソリッド(S)
- セットアップ ストックから
セットアップ ストックから
すべての従属演算の和
すべての従属演算の和です。
すべての操作を含める
すべての操作が含まれます。
解像度:
取残しの解像度を指定します。
オーバーラップ:
この値は無視できる取残しの量を指定します。取残しがほとんどない場合に不要なパスを避けるには、このパラメータを使用します。
ツールの直径:
残りのマテリアルツールの直径を指定します。
角半径:
マテリアルツールを指定し、残りのコーナーの半径を指定します。
テーパ角度:
残りのマテリアルツールのテーパ角度を指定します。
[ショルダの長さ]
残りのマテリアルツールは、[ショルダの長さを指定します。
[ファイル]
残りのマテリアル ファイルを指定します。
調整:
それぞれまたは小さな尖角の切削を無視するように残りのマテリアルの調整が選択されます。
- 計算として使用
- 無視尖角
- マシン尖角
調整のオフセット:
このパラメータは、無視するストックの量、または追加で削除される量を、取残し調整設定に応じて指定します。パラメータは、主に の設定は 、[無視尖角と副残り材料の機械加工を回避するために使用されます。
他のマテリアルの操作
取残し加工です。
維持するストック レストマテリアル
取残し仕上げ代を指定します。
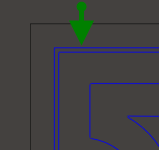
クリアランスの高さ
クリアランスの高さは、ツールは、パスの始点にそのように最初の高さツーラピッズにあります。
クリアランスの高さ ]
- 高さを短縮: 高さを短縮から 増分をオフセットします。
- 送り高さ: [送り高さ]からの増分オフセット
- 上の高さ: Top高さから 増分をオフセットします。
- [ 下部の高さ: の下部の高さ ]から 増分をオフセットします。
- モデル上: モデル Topから 増分をオフセットします。
- モデルの下 : 下部の モデルからの増分オフセットします。
- [ ストック上: ストック上から 増分をオフセットします。
- [ ストック下: ストック下から 増分をオフセットします。
- 選択された輪郭: モデル上の選択した輪郭からの増分オフセット
- 選択 : ポイント(頂点)、エッジから 増分オフセット または [ モデル ] の順に選択します。
- 特定の操作での[設定]または ツールの方向で定義されている、原点 から 絶対オフセット原点(絶対):
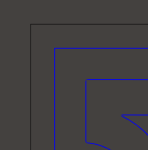
クリアランスの高さ
クリアランスの高さは、ツールは、パスの始点にそのように最初の高さツーラピッズにあります。
クリアランスの高さ ]
- 高さを短縮: 高さを短縮から 増分をオフセットします。
- フィード高さ: フィード高さから 増分をオフセットします。
- 上の高さ: Top高さから 増分をオフセットします。
- [ 下部の高さ: の下部の高さ ]から 増分をオフセットします。
- モデル上: モデル Topから 増分をオフセットします。
- モデルの下 : 下部の モデルからの増分オフセットします。
- [ ストック上: ストック上から 増分をオフセットします。
- [ ストック下: ストック下から 増分をオフセットします。
- 選択された輪郭: モデル上の選択した輪郭からの増分オフセット
- 選択 : ポイント(頂点)、エッジから 増分オフセット または [ モデル ] の順に選択します。
- 特定の操作での[設定]または ツールの方向で定義されている、原点 から 絶対オフセット原点(絶対):
クリアランスの高さのオフセット:
クリアランスの高さ]オフセット が適用され、上のドロップ ダウンリストでは、クリアランスの高さモード選択に対して相対的です。
高さを短縮
高さを短縮]モードでは、ツールは次の切断を渡す前に上に移動し、高さを設定します。高さを短縮モードは フィード高さより上に設定する必要があり、[ 上 ]をクリックします。 高さを短縮]モードでは、高さを設定するには、後続のオフセットとともに使用されます。
高さを短縮 ]
- クリアランスの高さ: クリアランスの高さから 増分をオフセットします。
- フィード高さ: フィード高さから 増分をオフセットします。
- 上の高さ: Top高さから 増分をオフセットします。
- [ 下部の高さ: の下部の高さ ]から 増分をオフセットします。
- モデル上: モデル Topから 増分をオフセットします。
- モデルの下 : 下部の モデルからの増分オフセットします。
- [ ストック上: ストック上から 増分をオフセットします。
- [ ストック下: ストック下から 増分をオフセットします。
- 選択された輪郭: モデル上の選択した輪郭からの増分オフセット
- 選択 : ポイント(頂点)、エッジから 増分オフセット または [ モデル ] の順に選択します。
- 特定の操作での[設定]または ツールの方向で定義されている、原点 から 絶対オフセット原点(絶対):
高さを短縮
高さを短縮]モードでは、ツールは次の切断を渡す前に上に移動し、高さを設定します。高さを短縮モードは フィード高さより上に設定する必要があり、[ 上 ]をクリックします。 高さを短縮]モードでは、高さを設定するには、後続のオフセットとともに使用されます。
高さを短縮 ]
- クリアランスの高さ: クリアランスの高さから 増分をオフセットします。
- フィード高さ: フィード高さから 増分をオフセットします。
- 上の高さ: Top高さから 増分をオフセットします。
- [ 下部の高さ: の下部の高さ ]から 増分をオフセットします。
- モデル上: モデル Topから 増分をオフセットします。
- モデルの下 : 下部の モデルからの増分オフセットします。
- [ ストック上: ストック上から 増分をオフセットします。
- [ ストック下: ストック下から 増分をオフセットします。
- 選択された輪郭: モデル上の選択した輪郭からの増分オフセット
- 選択 : ポイント(頂点)、エッジから 増分オフセット または [ モデル ] の順に選択します。
- 特定の操作での[設定]または ツールの方向で定義されている、原点 から 絶対オフセット原点(絶対):
高さを短縮オフセット:
[ オフセット ] 高さを短縮が適用され、上のドロップ ダウンリストの高さを短縮モード選択に対して相対的です。
送り高さ
送り高さモードでは、パーツを入力するために送り/切込みレートを変更する前に工具が早送りする高さを設定します。送り高さモードは、[トップ]より上に設定する必要があります。ドリル処理では、初期の送り高さと退避ペック高さとしてこの高さを使用します。送り高さモードは後続のオフセットとともに使用して高さを設定します。
送り高さ
- クリアランスの高さ: クリアランスの高さから 増分をオフセットします。
- 高さを短縮: 高さを短縮から 増分をオフセットします。
- 無効: [送り高さ]を無効にすると、工具は進入まで早送りされます。
- 上の高さ: Top高さから 増分をオフセットします。
- [ 下部の高さ: の下部の高さ ]から 増分をオフセットします。
- モデル上: モデル Topから 増分をオフセットします。
- モデルの下 : 下部の モデルからの増分オフセットします。
- [ ストック上: ストック上から 増分をオフセットします。
- [ ストック下: ストック下から 増分をオフセットします。
- 選択された輪郭: モデル上の選択した輪郭からの増分オフセット
- 選択 : ポイント(頂点)、エッジから 増分オフセット または [ モデル ] の順に選択します。
- 特定の操作での[設定]または ツールの方向で定義されている、原点 から 絶対オフセット原点(絶対):
送り高さオフセット:
送り高さオフセットが適用され、上記のドロップダウン リストの送り高さモードの選択に関連します。
上部の高さ
上部の高さモードカットの上部の高さを設定します。上部の高さ]モードは、[ 下 ]に設定する必要があります。 上部の高さ]モードでは、高さを設定するには、後続のオフセットとともに使用されます。
上部の高さ ]
- クリアランスの高さ: クリアランスの高さから 増分をオフセットします。
- 高さを短縮: 高さを短縮から 増分をオフセットします。
- フィード高さ: フィード高さから 増分をオフセットします。
- [ 下部の高さ: の下部の高さ ]から 増分をオフセットします。
- モデル上: モデル Topから 増分をオフセットします。
- モデルの下 : 下部の モデルからの増分オフセットします。
- [ ストック上: ストック上から 増分をオフセットします。
- [ ストック下: ストック下から 増分をオフセットします。
- 選択された輪郭: モデル上の選択した輪郭からの増分オフセット
- 選択 : ポイント(頂点)、エッジから 増分オフセット または [ モデル ] の順に選択します。
- 特定の操作での[設定]または ツールの方向で定義されている、原点 から 絶対オフセット原点(絶対):
上部の高さ
上部の高さモードカットの上部の高さを設定します。上部の高さ]モードは、[ 下 ]に設定する必要があります。 上部の高さ]モードでは、高さを設定するには、後続のオフセットとともに使用されます。
上部の高さ ]
- クリアランスの高さ: クリアランスの高さから 増分をオフセットします。
- 高さを短縮: 高さを短縮から 増分をオフセットします。
- フィード高さ: フィード高さから 増分をオフセットします。
- [ 下部の高さ: の下部の高さ ]から 増分をオフセットします。
- モデル上: モデル Topから 増分をオフセットします。
- モデルの下 : 下部の モデルからの増分オフセットします。
- [ ストック上: ストック上から 増分をオフセットします。
- [ ストック下: ストック下から 増分をオフセットします。
- 選択された輪郭: モデル上の選択した輪郭からの増分オフセット
- 選択 : ポイント(頂点)、エッジから 増分オフセット または [ モデル ] の順に選択します。
- 特定の操作での[設定]または ツールの方向で定義されている、原点 から 絶対オフセット原点(絶対):
上部レベルからのオフセット:
[ 上部オフセット ] 適用され、上のドロップ ダウンリストの最上部の高さモード選択に対して相対的です。
下部高さ
下部の高さ]モードでは、ツールは、ストックに下降する深度および最小深さと最終的な機械加工の高さを指定します。下部高さモードは、Top以下に設定する必要があります。 下部の高さ]モードでは、高さを設定するには、後続のオフセットとともに使用されます。
[ 下側の高さ ]
- クリアランスの高さ: クリアランスの高さから 増分をオフセットします。
- 高さを短縮: 高さを短縮から 増分をオフセットします。
- フィード高さ: フィード高さから 増分をオフセットします。
- 上の高さ: Top高さから 増分をオフセットします。
- モデル上: モデル Topから 増分をオフセットします。
- モデルの下 : 下部の モデルからの増分オフセットします。
- [ ストック上: ストック上から 増分をオフセットします。
- [ ストック下: ストック下から 増分をオフセットします。
- 選択された輪郭: モデル上の選択した輪郭からの増分オフセット
- 選択 : ポイント(頂点)、エッジから 増分オフセット または [ モデル ] の順に選択します。
- 特定の操作での[設定]または ツールの方向で定義されている、原点 から 絶対オフセット原点(絶対):
- 面取り幅: 面取り幅が入力パラメータと一致するのに十分なだけ工具でドリル加工できます。入力パラメータは、工具の面取り幅を超えることはできません。計算された高さのオフセットは、工具のパラメータ(直径、先端径、先端角度)と穴の直径に依存します。利用可能な選択肢には、円柱面、円、または円弧があります。
- 面取り直径: 新しい穴の直径は入力パラメータと等しくなります。したがって、入力パラメータが工具の直径を超えることはできません。計算された高さのオフセットは、工具のパラメータに依存し、穴の選択とは無関係です。選択可能な円柱面、円、または円弧があります。
下部高さ
下部の高さ]モードでは、ツールは、ストックに下降する深度および最小深さと最終的な機械加工の高さを指定します。下部高さモードは、Top以下に設定する必要があります。 下部の高さ]モードでは、高さを設定するには、後続のオフセットとともに使用されます。
ボトム高さ
- クリアランスの高さ: クリアランスの高さから 増分をオフセットします。
- 高さを短縮: 高さを短縮から 増分をオフセットします。
- フィード高さ: フィード高さから 増分をオフセットします。
- 上の高さ: Top高さから 増分をオフセットします。
- モデル上: モデル Topから 増分をオフセットします。
- モデルの下 : 下部の モデルからの増分オフセットします。
- [ ストック上: ストック上から 増分をオフセットします。
- [ ストック下: ストック下から 増分をオフセットします。
- 穴トップ: [穴トップ]からの増分オフセット
- 穴ボトム: [穴ボトム]からの増分オフセット
- 選択 : ポイント(頂点)、エッジから 増分オフセット または [ モデル ] の順に選択します。
- 特定の操作での[設定]または ツールの方向で定義されている、原点 から 絶対オフセット原点(絶対):
- 面取りの幅の入力パラメータに一致させるのに十分なドリルに幅を面取りするには 、 ツールを使用します。 入力パラメータは、ツールの面取り幅を超えることはありません。計算された高さのオフセットは、ツールのパラメータ(直径、先端径は、先端角度)に依存し、穴の直径です。選択可能な円柱面、円、または円弧があります。
- 新しい穴の直径を面取りするには 、直径: 入力パラメータと等しくなります。 したがって、入力パラメータは、ツールの直径を超えないようにする必要があります。計算された高さのオフセットは、ツールのパラメータによって、穴の選択とは無関係です。選択可能な円柱面、円、または円弧があります。
下のオフセット:
[ 下のオフセット ] を適用すると、上記のドロップ ダウンリストで、[下部の高さモード選択に対して相対的です。
工具...
[工具ライブラリ]ダイアログ ボックスを開きます。
手順を終了する
仕上げステップを行うことを指定します。
仕上げステップ
反対側から
パーツの反対側でツールパスが開始するように指定します。
選択しない
[選択済み]
リフト高さ:
移動の再配置中のリフト距離を指定します。
リフト高さ 0
リフト高さ 0.1 インチ
非拘束の送り速度:
材料の差込み代に工具がなく、退避もされない場合の移動に使用する送り速度を指定します。
を使用してスロットをクリア
ポケット加工をスロットの真ん中から始めてからスパイラル動作で壁に向かう設定を有効化します。
この機能は、一部のポケットのコーナーでのリンク動作の軽減に使用されます。
スロット粗取りの使用を有効
スロット粗取りの使用を無効
スロット クリア幅:
スパイラルでポケット壁に向けて加工する前のポケットの真ん中に沿った初期のスロット幅です。
スロット クリア幅
刃物補正公差:
このパラメータは、操作に選択された工具のみではなく、安全に使用できる工具の直径の範囲を指定します。
工具の半径の許容範囲は、選択した工具の半径から、選択した工具の半径に指定した許容量を加えた値までです。
鋭いコーナーを作成
シャープ コーナーを強制するように指定します。
面取り
コンター操作を使用して面取りを作成することを指定します。
ジオメトリの選択に関するヒント:
シャープ コーナー
シャープ コーナー: シャープ コーナーを選択し、[面取り幅]設定を使用して面取りのサイズを定義します。
面取りされたエッジ
面取りされたエッジ: 面取りの下部のエッジを選択します。面取りの幅は自動的に計算されます。
アイランドによって管理
深さのカットの複数のプロファイルがあるときに実行される順序を指定します。
無効(disabled )
[ 無効 ]: 深度カットの深さによって順序付けられます。
有効
- 深度カット プロファイルの順序で有効です。
尖角がステップオーバー
コーナーに半径がある工具を使用してフラットな面をプログラミングする場合、切削ピッチの間に尖端(またはスキャロップ)を作成することができます。
既定では、[最大切削ピッチ]値は切削ピッチ尖端が作成されないようにするためにオーバーライドされます。
切削ピッチ尖端の許可を無効
切削ピッチ尖端の許可を有効
上: 3/8" ブルノーズエンドミル、0.25" 最大切削ピッチで加工されたポケット
コンピュータがまっすぐで
自動的に平行なパスに最適な方向を選択することによっては、急な領域に沿って機械加工を避けることができます。
単純な順序
代わりに最短距離での順番が切断方向にわたって単純な順序を強制的に有効になります。一部のケースでは、機械加工されたパーツにマークを回避するには、この機能を使用することができます。ただし、加工時間のリンクのモーションによって増加します。
ストック オフセット:
ストック コンター外側にオフセットする距離を指定します。
ストック オフセット
ストックオフセット:
X および Y の両方で加工境界がストック境界を越えて延長する距離を指定します。
[ ストックオフセット
進入エンド距離:
選択したジオメトリの端点までに進入送り速度が開始する距離を指定します。
0 インチ
0.5 インチ
外側のコーナーモード
外側コーナーを加工する場合、コーナーを完全にシャープなままにするために、コーナーでのロールを防ぐ必要がある必要があります。
外側コーナー モード設定では、3 つの異なる方法で外側コーナーを加工できます。
- コーナーでロール: モーション全体でコーナーとの接触が維持されます。
- シャープ コーナーを維持: 材料との接触が一時的に失われ、単一ポイント コーナーへのツールパスが継続されます。
- ループでシャープ コーナーを維持: [シャープコーナーを維持]と似ていますが、コーナーでも水平退出および進入を実行します。
保存順序
フィーチャが選択された順序で加工されるように指定します。選択されていない場合、Inventor HSM によって切削順序は最適化されます。
最大角度(度):
パスの最大切込み角度を指定します。
最小角度:
機械までの穴の最小角度です(工具方向 Z 軸から)。
最大角度:
機械までの穴の最大角度です(工具方向 Z 軸から)。
[最小直径]
マシンに最小の穴の直径を指定します。
最大直径:
機械への最大の穴の直径です。
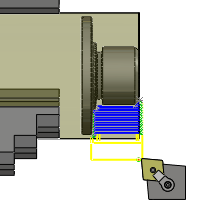
切削モード:
切削モードでは、サイドを加工する方法を指定します。
単一パス
ボトムから
ボトムからトリム
トップから
トップからトリム
[スパイラル]
モーフィング
カットモード:
切削モードでは、選択された面でアイソメ方向に沿って加工する方法を指定します。
- 不可をトリム: 不可能なツールパスの移動を削除します。
- 不可の場合中止: 不可能なツールパスの移動が生成されると失敗します。
- 不可の場合回転: 不可能なツールパス セグメントから「回転」を実行します
ストックの厚さ
ストックの全体的な厚みを指定します。
ストックの厚さ
工具オフセット:
ボトムのガイド曲線に相対的な工具軸に沿った追加オフセットを指定します。
パス オーバーラップ:
閉じたパスで加工を延長する距離を指定します。
最大ファン幅:
工具軸を扇形に広げるための最大距離を指定します。
正接の断片延長距離:
パスの正接の延長を指定します。
工具クリアランス角度(度):
追加クリアランス角度を指定します。
フロント面ストック オフセット:
モデルのフロントサイドを越えた機械までの距離を指定します。
バック面ストック オフセット:
モデルのバックサイドを超えた機械までの距離を指定します。
粗取りオーバーラップ:
粗取りパスの放射状オーバーラップを指定します。
直線進入角度:
進入方向を指定します。
進入延長:
進入延長を指定します。
直線退出角度:
退出方向を指定します。
退出延長:
退出延長を指定します。
中心に
進入/退出の動作は、ジオメトリの中心にする必要があります。
最大溝切りピッチ:
最大溝切りピッチを指定します。
バックオフ距離:
退避する前にストックから離れる距離を指定します。
ペック退避:
ペック退避の量を指定します。
送り量の最適化
フィードを指定してコーナーに縮小する必要があります。
最大方向変更:
[送り速度が低減される前に許可される最大角度を指定します。
低速送りの半径:
フィードされる前に許容される最小半径を指定します。
低速送りの距離:
コーナーにフィードを削減する距離を指定します。
削減された送り速度:
コーナーに使用できるように縮小した送り速度を指定します。
内側のコーナーのみ
内側のコーナーのみの送り速度を下げます。
両方の方法
開いた輪郭の操作にダウンカットとアップカットの両方のミルを使用することを指定します。
選択されていない
[選択済み]
ピッチ直径オフセット:
選択したジオメトリからの正または負の直径オフセットを作成します。
ねじ深さ:
ねじ深さを指定します。
ねじピッチ
ねじピッチを指定します。
切込み角度:
切込み角度を指定します。
チャック内のストック:
チャック内のストック量を指定します。
バーフィード:
現在のチャックから出すストックの量を指定します。
仕上げ送り速度:
最終的な仕上げパスに使用された送り速度です。
接線延長距離:
開いた輪郭を接線の方向に伸ばす距離を指定します。
接線の延長なし
10 mm の接線延長
個別の接線方向と終点側の拡張
開いた輪郭で最後に接するように延長する距離を指定します。
直線進入長さ:
直線進入の長さを指定します。
ステップ回数:
径方向のステップ回数を指定します。
セットアップの種類
加工方法を指定します。
ミーリング
ミーリング: 設定とは関係なくミルのツールパスの処理時にミーリングを使用します。
旋盤
旋盤またはミルターン: ライブ ツーリングやミルターン設定を使用する旋盤など、旋盤のツールパスの処理時に旋盤を使用します。
尺度
モデルの拡大/縮尺を指定します。
ストック定義
[自動]
自動: 指定したオフセット値によってモデルより大きい曲線形ストック ボディを作成します。
[円柱状]
円筒形: 定義された軸を中心に円柱状のストック ボディを作成します。
ソリッドから
ソリッドから: マルチボディ パーツ内またはアセンブリのパーツ ファイルのソリッド ボディを使用してストック定義を完全にコントロールします。
押出しスケッチから
押出しスケッチから: スケッチからストック ボディを作成します。
[方向反転]
反転するスケッチから押出しの方向を指定します。
ストック オフセットモード
ストックをモデルに追加する方法を指定します。
追加のストックはありません
追加のストックはありません: ストック サイズにオフセット値が追加されません。
サイド/トップ/ボトムにストックを追加
サイド/トップ/ボトムにストックを追加: すべてのサイドに対称的なストック オフセットです。上部と下部のオフセットに一意の値です。
すべてのサイドにストックを追加
すべてのサイドにストックを追加: すべてのオフセット方向に一意の値です。
ストック サイドオフセット:
側面に追加ストックを指定します。
ストックトップ オフセット:
トップでの追加ストックを指定します。
ストックボトム オフセット:
ボトム面に追加ストックを指定します。
ストック +X オフセット:
ストックのオフセットを指定します。
ストック -X オフセット:
ストックのオフセットを指定します。
ストック +Y オフセット:
ストックのオフセットを指定します。
ストック -Y オフセット:
ストックのオフセットを指定します。
ストック +Z オフセット:
ストックのオフセットを指定します。
ストック -Z オフセット:
ストックのオフセットを指定します。
を使用してストック半径
オフセット値を使用する代わりに円柱のストックの半径を指定します。
ストック半径:
ストックの半径を指定します。
放射状ストック オフセット:
ストックの放射状オフセットを指定します。
WCS の原点
ストックと比較した設定のワーク座標系(データム)の位置を指定します。
WCS 原点選択
上の WCS の方向は、WCS の方向選択ボックスで定義されています。
ホーム位置
Z 軸に沿ったホーム ポジションを指定します。
WCS のオフセット
設定に適した希望のワーク座標系(WCS)を識別します。この番号をマシン上の実際の WCS にマップすることが、ポスト プロセッサ コンフィグの役割です。
作業の重複
ワーク重複の回数を指定します。これはインスタンスの合計数です。
WCS の増分オフセット
ワークのコピーに使用するワーク オフセット増分値を指定します。
操作の順序
個々の操作の順序を指定します。
ストック輪郭
直面する必要のあるストックの外周を指定します。
無効(disabled )
無効: 設定で定義されているストックの外周が使用されます。
有効
有効: 選択したフェイスまたはエッジがモデル上部に投影されます。
公差比較
2 つのエンティティが同じかどうか、たとえば 2 つの穴の直径が同じかどうかを比較する場合に使用します。
拡張パラメータです。拡張モードが有効になっている場合にのみ表示
主軸シフト方向
ボア加工中に使用する主軸方向です。すべての制御機が対応しているわけではありません。
高速 3D モード
最速のシミュレーション モードです。シミュレーションは品質スライダでコントロールされる限定された解像度に実行されます。このモードは、同じツール方向で 3 軸ミル操作をシミュレートする場合にのみ使用できます。アンダーカットはこのモードではシミュレーションできません。
ソリッド モード
これは最も柔軟性のあるモードです。ストック品質は高速 3D モードよりも良好ですが、品質スライダによってコントロールされる公差に対して実行されます。このモードは旋盤に最良の結果を提供し、拘束のシミュレーションのためにマルチコア/CPU をサポートします。
高精度モード
高精度モードは、一部のケースでストックを良好に視覚化でき、他のモードよりも速く更新することもできます。ただし、ストックはモデルのビューポートでズームおよび回転するたびに更新する必要があります。
高速モード
高速モードは、ミル ツールパスで多くの場合良い結果が得られます。また、高速シミュレーションのためにマルチコア/CPU をサポートし、ソリッド モードよりも高速に結果を提供する場合があります。旋盤の場合、ソリッド モードを選択する必要があります。
[数]
工作機械で工具を選択するために使用される番号です。
長補正
ツールの長さオフセットのインデックスです。このパラメータは、通常長さによってインデックス化された複数のチップがある工具を使用する場合に設定されます。
径補正
ツールの直径オフセットのインデックスです。
補正オフセット
旋盤に使用される工具補正オフセットのインデックスです。
手動工具交換
自動工具交換機で機械の手動工具交換を強制することができます。
ブレイク制御
使用後に工具の破損をチェックできます。
冷媒:
ツールで使用される冷媒のタイプです。
材料
工具の材料です。
説明
工具の説明文です。この説明は、Inventor HSM 全体に表示される工具名に含まれています。
コメント
工具のテキストのコメントです。コメントは通常、ポスト処理された出力に含まれています。
ベンダー
工具のベンダーです。使用している特定の工具を識別するために使用します。
製品 ID
工具のベンダーの識別子です(ID)。使用されている特定のツールを識別するために使用します。
[タイプ]
工具のタイプです。
[単位]
工具単位です。
直径
刃物の直径です。
先端径
刃物の先端径です。
コーナー半径
刃物のコーナーの半径です。
テーパ角度
テーパ角度です。
先端角度
ツールチップの角度です。この角度は、材料を通じて工具を切断するために必要な追加の深さを計算するために使用されます。
刃長
工具の刃長です。
首下長
工具の首下長です。
ボディ長さ
工具のボディの長さです。
[軸径]
工具の軸またはアーバの直径です。
ねじのピッチ
タップのねじ山のピッチです。タップの歯の間の垂直距離として指定されます。
スピンドル速度:
スピンドルの回転速度を指定します。
サーフェス スピード:
サーフェス上のツールの速度を、スピンドル速度として表されます。
傾斜スピンドル速度:
ランプの移動を実行すると、スピンドルの回転速度を指定します。
刃数:
工具の切削する刃の数です。
切削送り速度:
切断に使用されるフィードに移動します。
歯あたりの送り量:
歯あたりの送り速度切断フィードとして表されます。
リードイン送り速度:
移動切断につながるときに使用します。
リードアウト送り速度:
移動切断から先頭の場合に使用します。
傾斜送り速度:
ストックにらせんスロープを行うときに使用します。
プランジ送り速度:
Plunging ストックにするときに使用します。
1 回転あたりの送り量:
1 回転あたりのフィードとして表されるプランジ送り速度。
退避送り速度:
退避時に急速(G0)移動を使用しない場合に使用される送り速度です。
面取り角度:
Z 軸から測定される面取りの角度です。
面取り延長:
面取り切削パスの延長距離です。
接線終点延長距離:
開いた輪郭で最後に接するように延長する距離を指定します。
ステップによって管理
有効にすると、それぞれの粗取りおよび仕上げステップが次のステップに進む前に完全な深さまで加工されます。
ステップ順を無効
ステップ順を有効
シャフトとホルダー
ホルダありのツールを使用すると、次の 5 つの異なる軸とホルダーモードの間には、機械加工方法によって選択することができます。衝突の両方のツールの軸とホルダに対して実行することができ、個別のクリアランスを指定することができます。
- [ 無効 ]: 任意のシャフト / ホルダの衝突を無視します。
無効(disabled )
- 離れたツールパスをシャフトおよび / またはホルダの安全距離を維持するために、ワークピースから引き離 - 引き出します。
引き離
- 違反しているシャフトやホルダの安全距離によるツールパスの断面図トリミングトリム -
を選択します。トリム
- 検出ツールの長さは、ツールは、自動的にシャフトおよび / またはホルダとしてワークピース間の指定されたセーフ距離を維持するには、ホルダをさらに拡張する - を選択します。 このツールは、ホルダの外まで延長され、記録されていることを示すメッセージが表示されます。
検出ツールの[長さ ]
- ツールパスの計算が中止され、安全距離に違反している場合は、エラーメッセージのログ インに失敗しました。
を使用してシャフト
選択したツールの軸を指定して衝突を回避するには、ツールパスの計算に使用されます。
シャフトのクリアランス:
ツールの軸は、常に、パーツからこの距離に保たれます。
を使用してホルダー
選択したツールのホルダを衝突を回避するには、ツールパスの計算に使用されます。
ホルダのクリアランス:
ツールのホルダーは常に、パーツからこの距離に保たれます。
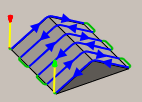
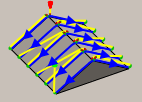
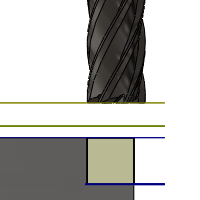
先端高さ
尖端高さは、刃物の半径によって残った連続するツールパスにより生成された理論上のサーフェス仕上げです。工具の直径が小さく切削ピッチが大きいほど大きな尖端高さが生成されます。
尖端高さ
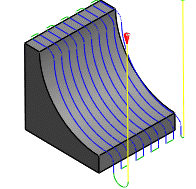
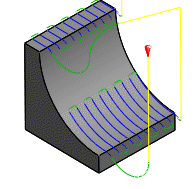
マシンの急勾配領域
追加のサーフェスを通過する機械加工の傾斜方向に垂直になるように追加されます。この切断方向は、パーツにマークを回避するために一致する必要があるプラスチック射出成形用金型の場合に重要になります。
無効(disabled )
有効
最小勾配が急ステップオーバー:
成形機を急勾配領域 が有効な場合、stepdown 量にかかわらず、使用されている最小ステップオーバー]をクリックします。
最大勾配が急 stepdown:
急勾配 stepdown を定義します。
垂直パスを追加
指定されたパスの機械加工尖角を減らすには、[方向]に対して垂直のセットを追加することができます。
無効(disabled )
有効
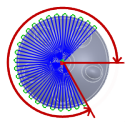
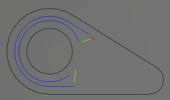
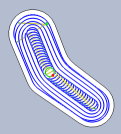
渦巻きモード:
- らせん - 次の境界または最大半径(Max Radius)に達するまで、中心点から緩和曲線るパスを作成します。
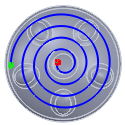
[スパイラル]
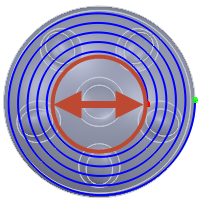
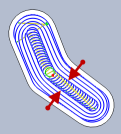
- [ 円 ] で緩和曲線 - 円形ツールパスの最小半径と最大半径を追加します。 円形ツールパスのみ最小半径は 0 より大きくし、最大半径は次のように境界の半径よりも小さい場合は追加されます。
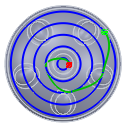
円とスパイラル ( Spiral )
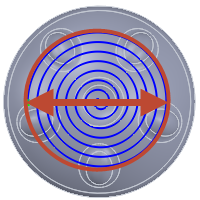
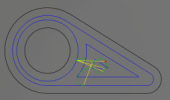
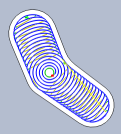
- 同心円: リンクされた同心円のパスが作成されます。 パスは円形状のパターンではなく、らせん状のパターンが形成されます。
同心円
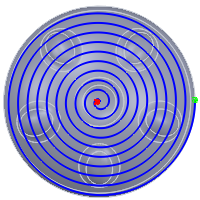
- モーフィングスパイラル: 丸でない形状から渦を巻きます。
緩和曲線の機械加工モーフを使用
ポケットに一定のスパイラル移動ツールパスを作成できます。これにより、機械の動作がスムーズになります。
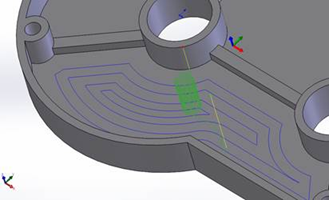
標準の 2D ポケット ツールパス
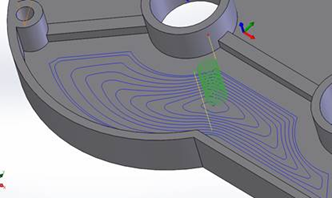
モーフィング スパイラル 2D ポケット ツールパス
フィレット<so>ふぃれっと
フィレット半径を入力するようにします。
フィレット半径:
フィレット半径を指定します。
境界を使用してコンピュータ領域
有効にすると、パスのすべての機械加工フィーチャ(confinement 境界、勾配、高さなど)によって定義された confinement 境界から生成されます。オフの場合、パスは通常、次のサーフェスを通過しないと、機械加工の境界から生成されます。
境界がオーバーラップ:
勾配 confinement と操作 Scallop または他の機械加工を使用すると、スロープ、および / または他のマテリアルの検出によって作成されたツールパスをオフセット境界から開始する境界]チェックボックスを使用して 、[領域を有効にすることができます。
[検出された勾配範囲の境界または他のエリアは、指定したオーバーラップ量によって拡張されているように、境界がオーバーラップを指定することができます。
順序をボトム アップ
輪郭パスは、通常は上から下に並べられています。パスを指定するには、このチェック ボックスをオンにします(上から下)に配列する必要があります。
最小 Z レベルの工具方向が 1 つの操作で複数の輪郭に対して最初に実行されるように順序付けされます。このメソッドは、グラファイトと脆性材料の機械加工のために非常に役立ちます。
コンター オフセット:
この値は、指定した距離によって生成されたツールパスから工具の中心をオフセットするために使用されます。
モーフィング モード:
- 単純: 点間の直線補間
- 最短: 端点間
- 自動: 点間の自動モーフィング
ステップオーバーを使用する
必要に応じて切削ピッチを自動的に追加することができます。
オフセット切削ピッチの回数:
モーフィング操作に使用するオフセット切削ピッチの数です。
切削ピッチ回数:
粗取りステップの数です。
Stepovers 数:
ペンシル シードのそれぞれの側への追加ステップの数です。
アイソメ方向:
フロー U 方向(デカルト座標系の X 軸と同様)またはフロー V 方向(デカルト座標系の Y 軸と同様)のどちらを実行するかを指定します。
- U 方向
- V 方向
集合を使用
工具がサーフェス法線に沿うように指定します。
前傾:
工具を前傾させる度数を指定します。
横方向チルト:
工具を横方向に傾かせる度数を指定します。
最小チルト:
選択された操作工具軸から許容範囲内の最小チルトを指定します。
最大チルト:
選択した操作の工具軸からの最大許容チルトを指定します。
最大ファンの距離:
ツールの軸ファンする最大距離を指定します。
最大セグメント長さ:
生成されたツールパスの 1 つのセグメントの最大の長さを指定します。
最大工具軸内角度:
生成されたツールパスの単一の工具軸内角度における最大の角度変更を指定します。
タブ
[2D 輪郭]ツールパスにタブを追加すると、他のすべての材料加工中にワークピースを安全に保持することができます。タブは、2D ルーターを使用して薄いプラスチックや木の材料を切断するときに非常に便利です。
- 形状: [四角形]または[三角形]形状のタブから選択します。
- 幅: タブの幅の値を指定します。
- 高さ: タブの高さの値を指定します。
- ポジショニング: 明示的な数値([距離で])を使用してタブ間の距離を指定するか、輪郭パスに沿って点を選択して目的のタブの位置を示す([点で])かを選択できます。
- 距離: タブ間の距離の値を指定します。
- ポジション: カーソルを使用してタブの位置の輪郭パスに沿った点を選択します。
長方形のタブ
三角形タブ