理想状况下,应通过适当地修改零件几何来控制气体通道的排布和范围。
如果这样做所提供的控制不足,则可通过溢料井来增大气体的渗透能力或者将气体引导到零件的特定区域。
溢料井可视为第二个型腔,气体可在其中推动聚合物从而进一步渗透到零件深处。溢料井所提供的路径可使气体行进时所受的阻力最小。在特定的时间使用阀浇口来打开和关闭溢料井可以进一步控制气体流动。
也可以根据网格类型,将阀浇口分配给具有“溢料井”类型属性的单元:
- 三角形薄壳单元(仅限中性面网格)
- 柱体单元(中性面和 3D 网格)
- 四面体单元(仅限 3D 网格)
下图说明了在气体辅助注射时溢料井的典型应用。通往溢料井的路径在注射阶段(即塑料填充型腔其余部分时)通常处于关闭状态,如下图 a) 中所示。聚合物注射结束时,可以选择延迟一段时间,使较薄部位上的聚合物得以固化。打开通往溢料井的通道,创造一个额外的空间来容纳将被送入的气体推动的树脂,随后气体注射才可立即触发,如下图 b) 中所示。零件从模具中顶出后,可以修剪掉不需要的溢料部分。
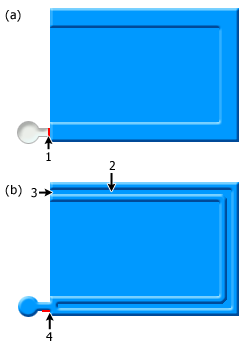
图例:
.1) 聚合物注射期间控制阀关闭。2) 气体渗透。3) 气体入口。4) 气体注射期间控制阀打开。
必须按照已定义的体积对溢料井进行建模。通过在溢料井的结束节点上设置一个排气位置可以模拟具有无限体积的溢料井,但这仅适用于中性面模型。