若要控制與熱流道系統關聯的閥澆口的開啟與關閉,將需要閥澆口控制器。對閥澆口的控制度越高,零件的外觀會更好,但系統會更昂貴。
閥澆口可在相同時間全部開啟或循序開啟。某些控制器非常適合無依序充填功能的一般成型機。可以設定每個控制區域,以進行以時間為基礎和/或以體積為基礎的射出。在大型零件的應用中,循序閥澆口控制系統通常需要達到理想零件品質。
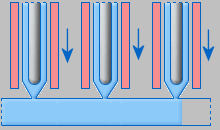
循序閥澆口有助於在許多的主要層面中,控制射出成型製程:平衡、流控制和彈性。可透過開啟一個閥澆口達特定一段時間後,再開啟第二個的方式,在兩個閥澆口之間精確地定位熔接線。對於較長零件,使用多個澆口且循序開啟澆口時,在聚合物熔膠通過這些澆口後,就會消除因不受控制的塑膠流而可能發生的瑕疵。下圖展示所有閥同時開啟時及循序開啟時的聚合物流圖例。當所有澆口同時開啟時,從聚合物流出的熔接線即會合。當每個後續澆口隨著熔膠流過而開啟時,熔接線將會消除。
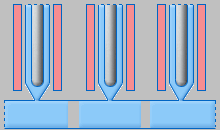
所有三個閥澆口同步開啟,會在不同饋送的會合處形成熔接線。
閥澆口同時開啟
(A)
 (B)
(B)
 (C)
(C)
 (D)
(D)
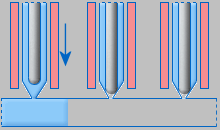
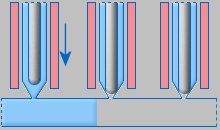
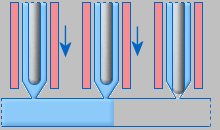
(A) 第一個閥澆口開 以允許熔膠流入模穴,(B) 熔膠只會繼續流過第一個澆口,(C) 熔膠一通過第二個澆口,第二個閥 口即開啟以允許 膠流過第二個澆口,(D) 當熔膠通過第三個澆口時,第三個閥澆口開啟以使流從第三個澆口進入模穴。
閥澆口循序開啟
除了循序或同步閥澆口開啟之外,有些閥澆口會立即開啟,有些閥澆口可設定為以速度控制方式開啟,以減慢熔膠初始流入模穴的速度,並降低與立即開啟關聯的壓力峰值與流痕。結合控制閥澆口開啟與循序閥澆口,可提供最高品質的成型表面。
 (
(