Pomocí strategie Adaptivní obrábění lze zdrsnit dávku materiálu. Adaptivní obrábění je moderní strategie HSM (High Speed Machining) navržená pro zdrsňování na moderních strojích schopných spouštět soubory NC při vysokých rychlostech.
Definující parametry v adaptivním obrábění jsou nastavení Optimální zatížení a Krok dolů. Tradiční strategie zdrsňování vyžadují pro nejhorší možný případ nastavení záběru (nebo bočního kroku) a kroku dolů. Adaptivní obrábění vám umožní použít doporučené maximální hodnoty dodané prodejcem vašich nástrojů. Je to možné, protože je zajištěno, že zadaná hodnota Maximální zatížení nebude překročena.
- Přejděte na pás karet a klikněte postupně na tyto položky:
Karta CAM
 panel 3D frézování
Adaptivní obrábění
panel 3D frézování
Adaptivní obrábění
 .
.
 Karta Nástroj
Karta Nástroj
- Klikněte na tlačítko
 , kterým otevřete knihovnu nástrojů.
, kterým otevřete knihovnu nástrojů. - V knihovně nástrojů Vzorové knihovny > Výukový program vyberte položku #11 - Ø10 R1 mm torické.
- Kliknutím na tlačítko
 zavřete dialog Knihovna nástrojů.
zavřete dialog Knihovna nástrojů.
 Karta Geometrie
Karta Geometrie
Strategie Adaptivní obrábění ve výchozím nastavení provádí zbytkové obrábění z nastaveného polotovaru. Některý polotovar byl z předchozích operací odebrán. Aby tedy strategie adaptivního obrábění neodebírala stejný materiál, je nutné nastavit zbytkové obrábění tak, aby zohledňovalo předchozí operace.
- Klikněte na kartu Geometrie.
- V rozevírací nabídce Zdroj zbytkového materiálu: vyberte možnost V předchozích operací.
Ponechte ostatní nastavení na této kartě beze změny.
 Karta Záběry
Karta Záběry
Parametry v této skupině ovládají záběry adaptivního obrábění. V tomto cvičení fungují výchozí parametry správně. Obvykle však bude nutné dohledat hodnoty parametrů kroku dolů a zatížení v katalogu nástrojů.
Parametr Přídavek ovládá množství materiálu, který má být ponechán v radiálním (rovina XY) a axiálním (podél osy Z) směru. Výchozí hodnoty 0,5 mm jsou pro tento příklad vhodné, takže je ponechte beze změny.
Spuštění výpočtu
- Klikněte na tlačítko
 nebo klikněte pravým tlačítkem v grafickém okně a výběrem možnosti OK ve směrové nabídce ukončete příkaz Adaptivní obrábění a vytvořte trajektorii nástroje.
nebo klikněte pravým tlačítkem v grafickém okně a výběrem možnosti OK ve směrové nabídce ukončete příkaz Adaptivní obrábění a vytvořte trajektorii nástroje.
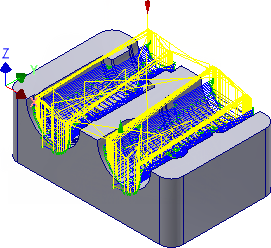
Pokračujte tématem Zbytkové obrábění pomocí adaptivního obrábění.