|
Přístup: |
Pás karet:
karta CAM  panel Soustružení
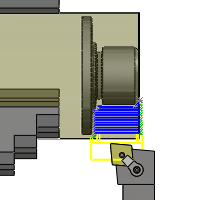
Plocha
panel Soustružení
Plocha

|
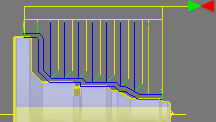
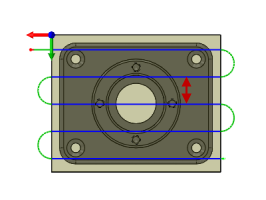
Strategie Plocha se používá k obrobení přední části součásti.
 Nastavení na kartě Nástroj
Nastavení na kartě Nástroj

Chladivo:
Jedná se o typ chladiva použitého s nástrojem.
Přejít do parkovací pozice:
Parkovací pozice je známá hodnota osy Z relativní k WCS definovaná v dialogu nastavení strategie na kartě Nastavení v sekci pracovního souřadnicového systému (WCS).
Můžete vynutit, aby se nástroj před spuštěním operace nebo po dokončení operace přesunul do parkovací pozice. Nástroj se z polotovaru vždy vysune ve směru osy X, a až dosáhne bezpečné výšky, přesune se do parkovací pozice ve směru osy Z.
-
Nepřecházet do parkovací pozice
,Nepřecházet do parkovací pozice
-
Na začátku přejít do parkovací pozice
,Na začátku přejít do parkovací pozice
-
Na konci přejít do parkovací pozice
,Na konci přejít do parkovací pozice
-
Na začátku a na konci přejít do parkovací pozice
.Na začátku a na konci přejít do parkovací pozice
Použít konstantní řeznou rychlost
Chcete-li automaticky přizpůsobovat otáčky vřetena při změnách poloměru řezání, a udržovat tak konstantní řeznou rychlost nástroje na obrobku, povolte tuto možnost. Konstantní řezná rychlost (CSS) je ve většině strojů určena pomocí kódu G96.
Rychlost vřetena:
Jedná se o rotační rychlost vřetena.
Řezná rychlost:
Jedná se o rychlost vřetena, která je vyjádřena jako rychlost nástroje na povrchu.
Maximální rychlost vřetena:
Určuje maximální přípustné otáčky vřetena při použití konstantní řezné rychlosti (CSS).
Použít posuv na rotaci
Chcete-li automaticky přizpůsobovat rychlost posuvu otáčkám vřetena, a udržovat tak konstantní rychlost obrábění, povolte tuto možnost.
Rychlost řezného posuvu:
Jedná se o posuv použitý při řezání.
Rychlost posuvu při nájezdu:
Jedná se o posuv použitý při nájezdu do řezného pohybu.
Rychlost posuvu při odjezdu:
Jedná se o posuv použitý při odjezdu z řezného pohybu.
 Nastavení na kartě Geometrie
Nastavení na kartě Geometrie
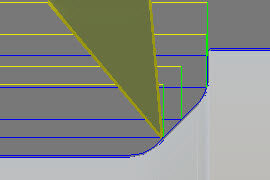
Omezení
Pomocí tlačítka Omezení lze vybrat hranice omezení, a uzavřít tak dráhy nástrojů v konkrétní oblasti. Oblasti omezení lze definovat kombinací hran, povrchů a bodů náčrtu.
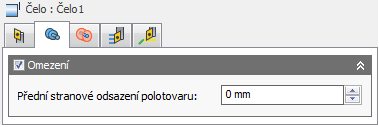
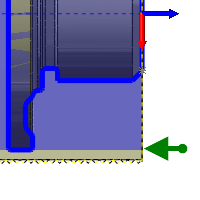
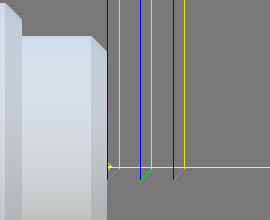
Přední stranové odsazení polotovaru:
Určuje vzdálenost obrábění za hranicí přední strany modelu.
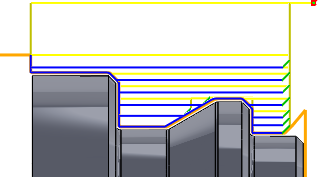
Záporné přední stranové odsazení
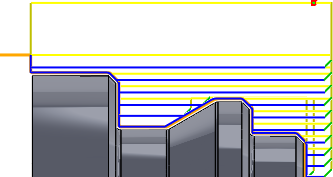
Kladné přední stranové odsazení
 Nastavení na kartě Výšky
Nastavení na kartě Výšky
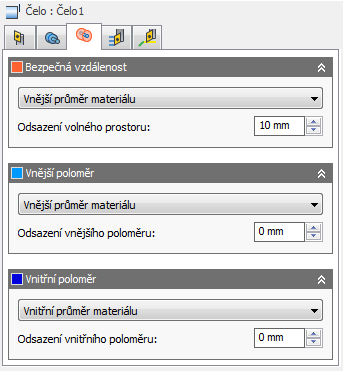
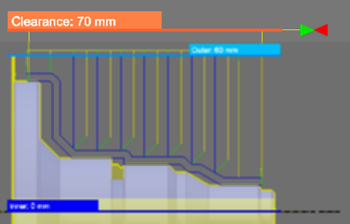
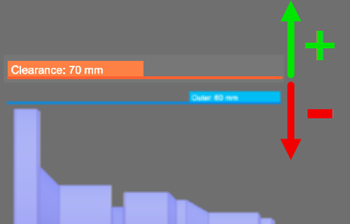
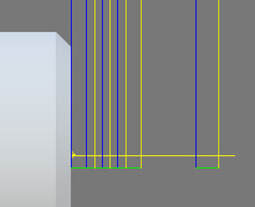
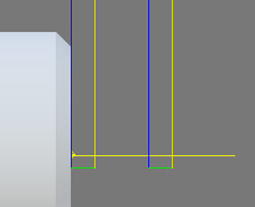
Bezpečná vzdálenost
Nastavením této výšky lze řídit poloměr, ve kterém nástroj vstupuje na dráhu nástroje a vystupuje z dráhy nástroje. Nástroj se přibližuje k vnitřku polotovaru a vrací se od vnitřku polotovaru ve směru osy Z (osy vřetena) v tomto odsazení radiální bezpečné vzdálenosti. Hodnota zobrazená na oranžové kartě představuje aktuální poloměr relativní k ose nastavení.
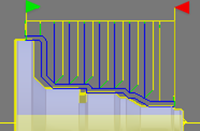
Poloměr vnější bezpečné vzdálenosti
- Vnější průměr polotovaru – Umožňuje nastavit poloměr bezpečné vzdálenosti tak, aby odpovídal radiálním okrajům polotovaru definovaným v nastavení.
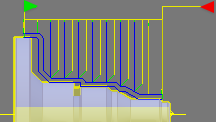
- Vnější průměr modelu – Umožňuje nastavit poloměr bezpečné vzdálenosti tak, aby odpovídal vnějším radiálním okrajům modelu definovaným v nastavení.
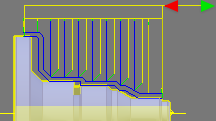
- Vnější poloměr – Výběrem této možnosti lze odsadit poloměr bezpečné vzdálenosti od vnějšího poloměru. Poloměr bezpečné vzdálenosti však musí být větší než vnější poloměr, a proto je nutné do pole Odsazení bezpečné vzdálenosti zadat kladnou hodnotu.
- Vnitřní poloměr – Použití této možnosti v kombinaci s hodnotou Odsazení bezpečné vzdálenosti umožňuje řídit poloměr bezpečné vzdálenosti od nejvnitřnějšího místa generování drah nástrojů. Jedná se o užitečnou metodu, která v určitých scénářích umožňuje omezit hloubku dráhy nástroje. Zkontrolujte, zda poloměr bezpečné vzdálenosti zajistí odebrání veškerého zbývajícího matriálu polotovaru nástrojem. To lze ověřit spuštěním simulace polotovaru.
- Vnitřní průměr modelu – Použití této možnosti v kombinaci s hodnotou Odsazení bezpečné vzdálenosti umožňuje řídit poloměr bezpečné vzdálenosti od nejbližšího bodu, kterého model dosáhne na ose vřetena. Zkontrolujte, zda poloměr bezpečné vzdálenosti zajistí odebrání veškerého zbývajícího matriálu polotovaru nástrojem. To lze ověřit spuštěním simulace polotovaru.
- Vnitřní průměr polotovaru – Použití této možnosti v kombinaci s hodnotou Odsazení bezpečné vzdálenosti umožňuje řídit poloměr bezpečné vzdálenosti od nejmenšího průměru definovaného polotovaru. Zkontrolujte, zda poloměr bezpečné vzdálenosti zajistí odebrání veškerého zbývajícího matriálu polotovaru nástrojem. To lze ověřit spuštěním simulace polotovaru.
- Výběr – Výběrem libovolné plochy, vrchol či bodu modelu definujte Poloměr bezpečné vzdálenosti.
- Poloměr – Pomocí této možnosti lze zadat hodnotu poloměru do pole Odsazení bezpečné vzdálenosti.
- Průměr – Pomocí této možnosti lze zadat hodnotu průměru do pole Odsazení bezpečné vzdálenosti.
Odsazení bezpečné vzdálenosti:
Určuje hodnotu odsazení bezpečné vzdálenosti.
Odsazení vnější bezpečné vzdálenosti
Vnější poloměr
Určuje radiální omezující oblast vymezením vnějšího radiálního rozsahu dráhy nástroje. Lze vybrat následující možnosti:
Vnější poloměr
- Vnější průměr modelu
- Vnější průměr modelu
- Vnitřní mez
- Vnitřní průměr modelu
- Vnitřní průměr polotovaru
- Výběr
- Poloměr
- Průměr
Odsazení vnějšího poloměru:
Určuje hodnotu odsazení vnějšího poloměru.
Vnitřní poloměr
Určuje radiální omezující oblast vymezením vnitřního radiálního rozsahu dráhy nástroje. Lze vybrat následující možnosti:
Vnitřní poloměr
- Vnější průměr modelu
- Vnější průměr modelu
- Vnější mez
- Vnitřní průměr modelu
- Vnitřní průměr polotovaru
- Výběr
- Poloměr
- Průměr
Odsazení vnitřního poloměru:
Určuje hodnotu odsazení vnitřního poloměru.
 Nastavení na kartě Záběry
Nastavení na kartě Záběry
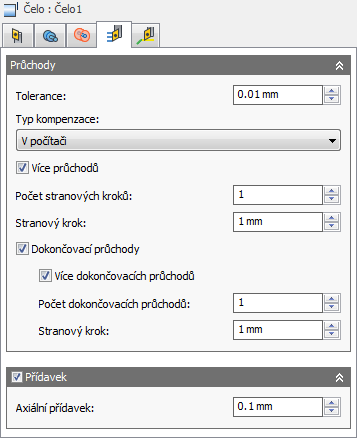
Tolerance:
Tolerance obrábění je součtem tolerancí použitých při vytváření dráhy nástroje a triangulace geometrie. Chcete-li získat celkovou toleranci, je nutné přidat k této toleranci veškeré další tolerance filtrování.
Volná tolerance 0,100
Těsná tolerance 0,001
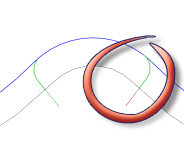
Konturovací pohyby stroje CNC jsou řízeny pomocí příkazů čar G1 a oblouků G2 a G3. Systém CAM toho dosáhne tím, že linearizuje dráhy nástroje na křivkách spline a povrchu, a tímto způsobem je aproximuje. Vytvoří se mnoho segmentů krátkých čar, které utvoří přibližnou podobu požadovaného tvaru. Přesnost, s jakou dráha nástroje odpovídá požadovanému tvaru, značně závisí na počtu použitých čar. Čím více je čar, tím více se dráha nástroje přiblíží jmenovitému tvaru spline nebo povrchu.
Nedostatek dat
Je lákavé používat vždy velmi těsné tolerance, existují však i stinné stránky tohoto postupu: delší časy výpočtu dráhy nástroje, velké soubory G-funkcí a velmi krátké pohyby po čarách. První dva problémy nejsou nijak závažné, protože aplikace Inventor HSM provádí výpočty velmi rychle a většina moderních řídicích systémů disponuje alespoň 1 MB paměti RAM. Krátké pohyby po čarách však mohou v kombinaci s vysokými rychlostmi posuvu vyústit v jev známý jako nedostatek dat.
Nedostatek dat nastane v situaci, kdy je řídicí systém příliš zahlcen daty a nedokáže je zpracovat. Řídicí systémy CNC mohou zpracovat konečný počet řádků kódu (bloků) za sekundu. Může to být pouhých 40 bloků za sekundu v případě starších strojů a 1000 bloků za sekundu u nových strojů, například řídicího systému HAAS Automation. Krátké pohyby po čarách a vysoké rychlosti posuvu mohou žádat rychlost zpracování, která přesahuje možnosti řídicího systému. Když k tomu dojde, musí stroj po každém pohybu počkat na další příkaz z řídicího systému.
Typ kompenzace:
Určí typ kompenzace.
- V počítači – kompenzaci nástroje vypočte aplikace Inventor HSM automaticky na základě průměru vybraného nástroje. Výstup generovaný postprocesorem obsahuje přímo kompenzovanou dráhu nástroje a nikoli kódy G41 nebo G42.
- V řídicím systému – kompenzace nástroje se nevypočítá, jako výstup poslouží spíše kódy G41 nebo G42, které obsluze umožňují nastavit objem kompenzace a opotřebení v řídícím systému obráběcího nástroje.
- Opotřebení – funguje stejně, jako by byla vybrána možnost V počítači, ale také poskytuje výstup ve formě kódů G41 nebo G42. Umožňuje obsluze obráběcího stroje upravit opotřebení nástroje v řídicím systému obráběcího stroje zadáním rozdílu ve velikosti nástroje jako záporného čísla.
- Obrácené opotřebení – funguje stejně, jako by byla vybrána možnost Opotřebení, úprava opotřebení se však zadává jako kladné číslo.
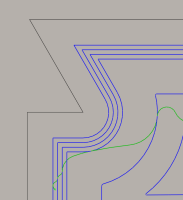
Vícenásobné záběry
Tuto možnost povolte, chcete-li zadat hodnotu stranového kroku.
Počet stranových kroků:
Jedná se o počet hrubovacích kroků.
Stranový krok:
Určuje vodorovný stranový krok mezi záběry. Ve výchozím nastavení je tato hodnota nastavena na 95 % průměru řezného nástroje zmenšeného o poloměr rohu nástroje.
Vodorovný stranový krok
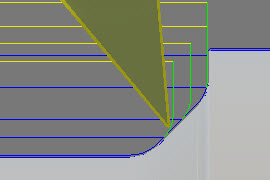
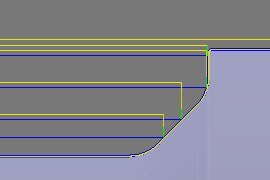
Dokončovací záběry
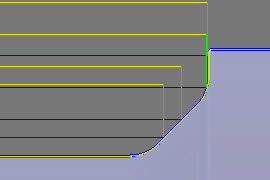
Chcete-li provést dokončovací záběry pomocí strany nástroje, povolte tuto možnost.
Možnost Dokončovací záběry je zapnutá
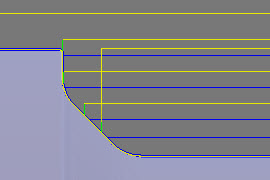
Možnost Dokončovací záběry je vypnutá
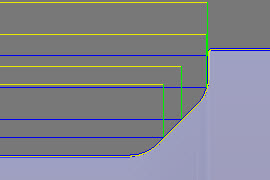
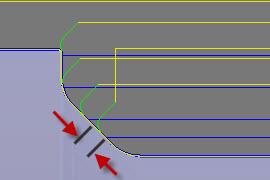
Více dokončovacích záběrů
Chcete-li zadat jeden nebo více dokončovacích záběrů, povolte tuto možnost. Pokud je možnost Dokončovací záběry povolena a možnost Více dokončovacích záběrů zakázána, provede se pouze jeden dokončovací záběr.
Možnost Více dokončovacích záběrů je zapnutá
Možnost Více dokončovacích záběrů je vypnutá
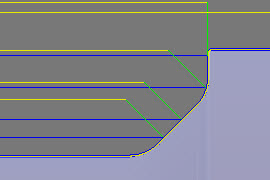
Počet dokončovacích záběrů:
Určuje počet dokončovacích záběrů.
Zobrazeno se třemi dokončovacími záběry
Stranový krok:
Jedná se o maximální vzdálenost mezi dokončovacími záběry.
Přídavek
Kladný
Kladný přídavek – určuje množství materiálu polotovaru zbylého po operaci, který má být odebrán následnými hrubovacími či dokončovacími operacemi. U hrubovacích operací se ve výchozím nastavení ponechá malé množství materiálu.
Žádný
Žádný přídavek – odstraní veškerý přebytečný materiál až k vybrané geometrii.
Záporný
Záporný přídavek – odstraní materiál za povrchem nebo hranicí součásti.
Axiální přídavek:
Parametr Axiální přídavek určuje množství materiálu, který se má ponechat v axiálním směru (podél osy Z), tj. na konci nástroje.
Axiální přídavek
Radiální i axiální přídavek
V důsledku stanovení kladného axiálního přídavku bude v mělkých oblastech součásti ponechán materiál.
V případě povrchů, které nejsou přesně vodorovné, bude aplikace Inventor HSM interpolovat mezi axiální a radiální (stěna) hodnotou přídavku, aby se materiál polotovaru zbylý v axiálním směru na těchto površích mohl lišit od určené hodnoty v závislosti na spádu povrchu a hodnotě radiálního přídavku.
Změnou radiálního přídavku se automaticky nastaví axiální přídavek na stejnou hodnotu, pokud ovšem hodnotu axiálního přídavku nezadáte ručně.
U dokončovacích operací je výchozí hodnota 0 mm/0", tj. nebude ponechán žádný materiál.
U hrubovacích operací se ve výchozím nastavení ponechá malé množství materiálu, který lze odebrat později pomocí jedné nebo více dokončovacích operací.
Záporný přídavek
Při použití záporného přídavku operace obrábění odstraní více materiálu z polotovaru než z tvaru modelu. Toho lze využít pro elektrody s jiskřištěm, kde velikost jiskřiště odpovídá zápornému přídavku.
Radiální i axiální přídavek může být záporný. Při použití kulového nebo toroidního řezacího nástroje se záporným přídavkem, který je větší než poloměr rohu, však musí být záporný axiální přídavek menší nebo roven poloměru rohu.
 Nastavení na kartě Napojování
Nastavení na kartě Napojování
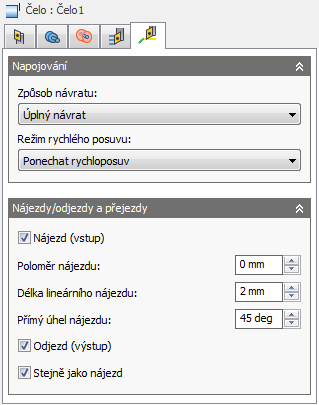
Způsob návratu:
Určuje, jakým způsobem se má nástroj vrátit na úroveň průměru bezpečné vzdálenosti po každém obráběcím záběru. Nebo že se má vrátit pouze do krátké vzdálenosti od úlohy. Vzdálenost je určena hodnotou Bezpečná vzdálenost.
-
Úplný návrat – na konci záběru se nástroj před přesunem k začátku dalšího záběru zcela navrátí do výšky návratu.
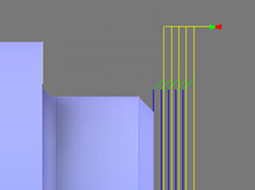
Úplný návrat
-
Minimální návrat – provede posun nahoru do nejnižší možné výšky, kde nástroj ztratí kontakt s obrobkem (s přičtením libovolně určené bezpečné vzdálenosti).
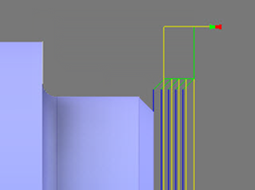
Minimální návrat
Režim vysoké rychlosti posuvu:
Určuje, kdy mají být rychloposuvy ve výstupu jako skutečné rychloposuvy (G0) a kdy mají být ve výstupu jako pohyby s vysokou rychlostí posuvu (G1).
- Zachovat rychloposuv – všechny rychloposuvy budou zachovány.
- Zachovat axiální a radiální rychloposuv – ve výstupu budou jako skutečné rychloposuvy pouze rychloposuvy, při kterých se nástroj pohybuje vodorovně (radiální) nebo svisle (axiální).
- Zachovat axiální rychloposuv – zachovají se pouze rychloposuvy, při kterých se nástroj pohybuje svisle.
- Zachovat radiální rychloposuv – zachovají se pouze rychloposuvy, při kterých se nástroj pohybuje vodorovně.
- Zachovat rychloposuv v jedné ose – zachovají se pouze rychloposuvy, při kterých se nástroj pohybuje v jedné ose (X, Y nebo Z).
- Vždy použít rychlý posuv – výstupem jsou rychloposuvy jako pohyby G01 (pohyby rychlých posuvů) místo rychloposuvů (G0).
Tento parametr se obvykle nastavuje, aby nedocházelo ke kolizím u strojů, které při rychloposuvu provádějí pohyby „dog-leg“.
Vysoká rychlost posuvu:
Rychlost posuvu, která se používá pro výstup rychloposuvů jako G1 místo G0.
Nájezd (vstup)
Chcete-li generovat nájezd, povolte tuto možnost.
Nájezd
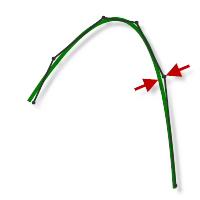
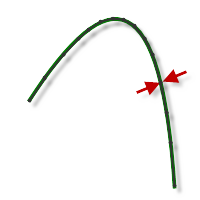
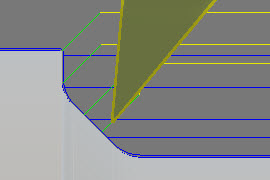
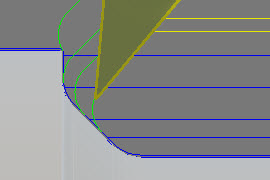
Poloměr nájezdu:
Určuje poloměr pohybu nájezdu na začátku obráběcího záběru.
Poloměr nájezdu 0 mm
Poloměr nájezdu 3 mm
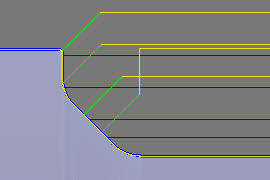
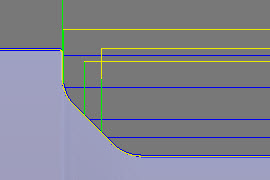
Délka lineárního nájezdu:
Určuje vzdálenost (délku) pohybu nájezdu na začátku obráběcího záběru.
Vzdálenost přímého nájezdu je nastavena na 1 mm.
Vzdálenost přímého nájezdu je nastavena na 5 mm.
Úhel lineárního nájezdu:
Určuje úhel pohybu nájezdu na začátku obráběcího záběru. Upozornění: Reference úhlu závisí na nastaven Použít pevný směr nájezdu/odjezdu.
Úhel nájezdu 45°
Úhel nájezdu 90°
Odjezd (výstup)
Chcete-li generovat odjezd, povolte tuto možnost.
Odjezd
Stejné jako nájezd
Určuje, zda má být definice odjezdu stejná jako definice nájezdu.
Vzdálenost lineárního odjezdu:
Určuje vzdálenost (délku) pohybu odjezdu na konci obráběcího záběru.
Vzdálenost přímého odjezdu je nastavena na 1 mm.
Vzdálenost přímého odjezdu je nastavena na 5 mm.
Poloměr odjezdu:
Určuje poloměr pohybu odjezdu na konci obráběcího záběru.
Poloměr odjezdu 0 mm
Poloměr odjezdu 3 mm
Úhel lineárního odjezdu:
Určuje úhel pohybu odjezdu na konci obráběcího záběru. Upozornění: Reference úhlu závisí na nastaven Použít pevný směr nájezdu/odjezdu.
Úhel odjezdu 45°
Úhel odjezdu 90°