Vybrat stejný průměr
Toto políčko zaškrtněte, chcete-li automaticky vybrat všechny díry se stejným průměrem, jako má díra aktuálně vybraná ve výběrovém okně.
Příklad: chcete-li vrtat jedinou díru o průměru 6 mm (0,25 palce) a všechny díry o průměru 12 mm (0,5 palce), vyberte nejdříve díru o průměru 6 mm (0,25 palce), poté díru o průměru 12 mm (0,5 palce) a poté zaškrtněte políčko Vybrat stejný průměr.
Použití této možnosti je asociováno k modelu. Pokud budou později přidány další díry se stejným průměrem, obnovení operace zahrne přidané díry do vrtacího cyklu automaticky.
Automatické sloučení segmentů děr
Při vrtání díry s více segmenty tuto možnost povolte, aby došlo k automatickému zahrnutí sousedících segmentů.
Doba prodlevy:
Jedná se o čas prodlevy v sekundách.
Díky určení časové prodlevy se zastaví pohyby podél všech os na určenou dobu, zatímco vřeteno pokračuje v rotaci určenými otáčkami za minutu. Toho lze využít k odstranění třísek před návratem z díry a obvykle to vede k lepšímu dokončení díry.
Obvykle je dostačující časová prodleva v rozmezí 1/4–1 sekunda.
Příklad: chcete-li, aby prodleva trvala čtvrt sekundy, zadejte do tohoto pole hodnotu 0,25 nebo 1/4.
Při následném zpracování vrtacího cyklu je doba prodlevy určena jako jeden z parametrů vrtacího cyklu (obvykle P) a ve většině případů jsou jednotkami výstupu milisekundy (ms).

G82, čas prodlevy je 250 ms
Při následném zpracování pomocí rozšířených cyklů je výstupem doby prodlevy běžný příkaz prodlevy (G4).
Chcete-li vypočítat minimální čas prodlevy, která zajistí alespoň jednu celou rotaci, použijte hodnotu 60 dělenou rychlostí vřetena.
Příklad: při 350 ot/min by měla být minimální časová prodleva 60/350 = 0,171 s, což je možné zaokrouhlit na 0,2 s.
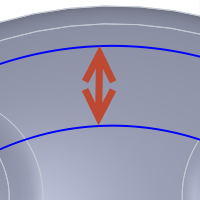
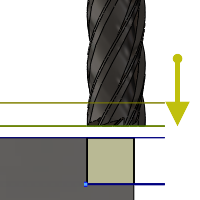
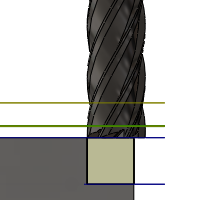
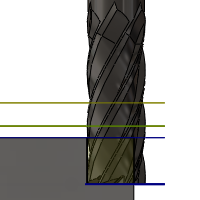
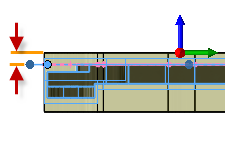
Dokončovací překrytí:
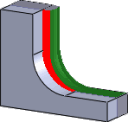
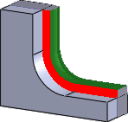
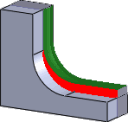
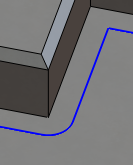
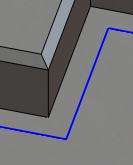
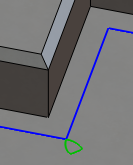
Dokončovací překrytí je vzdálenost, o kterou nástroj přejede před odjezdem za vstupní bod.
Určením dokončovacího překrytí se zajistí, aby byl materiál ve vstupním bodě správně odstraněn.
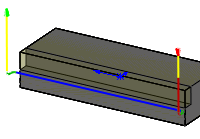
Žádné dokončovací překrytí
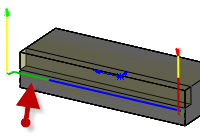
Dokončovací překrytí 0,25"
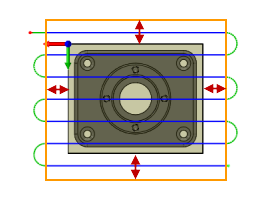
Použít tenkou stěnu
Při frézování prvků součásti s tloušťkou stěn srovnatelnou s plechovým polotovarem nebo ještě tenčí je polotovar vystaven vlivu sil působících při odebírání kovu. To může vést k jemnému pohybu struktury tenké stěny vzhledem k nástroji, což komplikuje dodržení rozměrové přesnosti a určeného dokončení povrchu.
Tuto možnost lze použít ke snížení vibrací a kmitání, protože se zajistí, aby byly obě strany tenké stěny obráběny současně.
Šířka tenké stěny:
Tento parametr určuje šířku stěn, které mají být považovány za tenké stěny.
Jakákoli stěna o této nebo menší tloušťce bude z důvodu snížení vibrací a kmitání obráběna z obou stran současně.
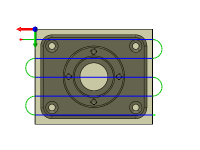
Směr
Směrová možnost umožňuje určit, zda se má aplikace Inventor HSM pokusit zachovat sousledné, nebo nesousledné frézování.
Sousledné
Oba směry
Sousledné
Chcete-li obrobit všechny záběry v jednom směru, vyberte možnost Sousledné. Při použití této metody se aplikace Inventor HSM pokusí použít sousledné frézování vzhledem k vybraným hranicím.
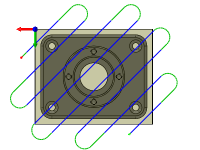
Nesousledné
Tato možnost obrací směr dráhy nástroje ve srovnání s možností Sousledné a vytváří dráhu nástroje pro nesousledné frézování.
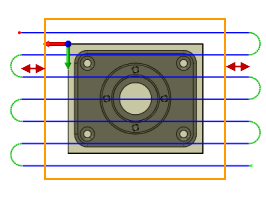
Oba směry
Pokud je vybrána možnost Oba směry, aplikace Inventor HSM bude ignorovat směr obrábění a propojí záběry se směry, které povedou k nejkratší dráze nástroje.
Směr
Určuje, zda bude materiál odstraněn pomocí sousledného frézování, nesousledného frézování, nebo kombinace obojího.
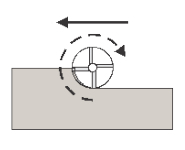
Nesousledné frézování
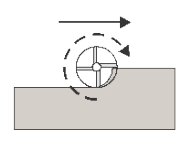
Sousledné frézování
Sousledné vs. nesousledné frézování
Frézovací nástroje pronikají skrze materiál tak, aby řezné břity pronikly do materiálu v místě maximální tloušťky a poté klesaly k nule. Toto se nazývá sousledné frézování.
Obrábění v opačném směru zapříčiní, že nástroj nabírá materiál od nulové tloušťky k maximu. Toto se nazývá nesousledné frézování.
Nesousledné obrábění se často používá na ručně ovládaných strojích, protože boční vůle na vodících šroubech stroje způsobuje při sousledném řezání kymácení nástroje. Stroje CNC tímto problémem netrpí, protože používají kuličkové šrouby.
Nesousledné frézování způsobuje tření nástroje o obráběný povrch, ztěžuje obrábění materiálu, vytváří teplo a zvyšuje opotřebení nástroje. Hrnutí třísek přes dokončený povrch navíc snižuje kvalitu dokončení povrchu.
Pokud výrobce nástrojů neudává k obráběnému materiálu jiné doporučení, používejte na strojích CNC vždy sousledné obrábění. Sousledné obrábění vytváří menší obráběcí tlak a teplo, lépe dokončuje povrch a nezkracuje tolik životnost nástroje.
Přídavek
Kladný
Kladný přídavek – určuje množství materiálu polotovaru zbylého po operaci, který má být odebrán následnými hrubovacími či dokončovacími operacemi. U hrubovacích operací se ve výchozím nastavení ponechá malé množství materiálu.
Žádný
Žádný přídavek – odstraní veškerý přebytečný materiál až k vybrané geometrii.
Záporný
Záporný přídavek – odstraní materiál za povrchem nebo hranicí součásti. Tato technika se často používá při obrábění elektrodou, kde zohledňuje jiskřiště a umožňuje splnit toleranční požadavky součásti.
Radiální (stěna) přídavek
Parametr Radiální přídavek určuje množství materiálu, který se má ponechat v radiálním (kolmo k ose nástroje) směru, tj. na straně nástroje.
Radiální přídavek
Radiální a axiální přídavek
V důsledku stanovení kladného radiálního přídavku bude na svislých stěnách a strmých oblastech součásti ponechán materiál.
V případě povrchů, které nejsou přesně svislé, bude aplikace Inventor HSM interpolovat mezi axiální (dno) a radiální hodnotou přídavku, aby se materiál polotovaru zbylý v radiálním směru na těchto površích mohl lišit od určené hodnoty v závislosti na spádu povrchu a hodnotě axiálního přídavku.
Změnou radiálního přídavku se automaticky nastaví axiální přídavek na stejnou hodnotu, pokud ovšem hodnotu axiálního přídavku nezadáte ručně.
U dokončovacích operací je výchozí hodnota 0 mm/0", tj. nebude ponechán žádný materiál.
U hrubovacích operací se ve výchozím nastavení ponechá malé množství materiálu, který lze odebrat později pomocí jedné nebo více dokončovacích operací.
Záporný přídavek
Při použití záporného přídavku operace obrábění odstraní více hmoty z polotovaru než z tvaru modelu. Toho lze využít pro elektrody s jiskřištěm, kde velikost jiskřiště odpovídá zápornému přídavku.
Radiální i axiální přídavek může být záporný. Záporný radiální přídavek však musí být menší než poloměr nástroje.
Při použití kulového nebo toroidního řezacího nástroje se záporným přídavkem, který je větší než poloměr rohu, musí být záporný axiální přídavek menší nebo roven poloměru rohu.
Axiální (dno) přídavek
Parametr Axiální přídavek určuje množství materiálu, který se má ponechat v axiálním směru (podél osy Z), tj. na konci nástroje.
Axiální přídavek
Radiální i axiální přídavek
V důsledku stanovení kladného axiálního přídavku bude v mělkých oblastech součásti ponechán materiál.
V případě povrchů, které nejsou přesně vodorovné, bude aplikace Inventor HSM interpolovat mezi axiální a radiální (stěna) hodnotou přídavku, aby se materiál polotovaru zbylý v axiálním směru na těchto površích mohl lišit od určené hodnoty v závislosti na spádu povrchu a hodnotě radiálního přídavku.
Změnou radiálního přídavku se automaticky nastaví axiální přídavek na stejnou hodnotu, pokud ovšem hodnotu axiálního přídavku nezadáte ručně.
U dokončovacích operací je výchozí hodnota 0 mm/0", tj. nebude ponechán žádný materiál.
U hrubovacích operací se ve výchozím nastavení ponechá malé množství materiálu, který lze odebrat později pomocí jedné nebo více dokončovacích operací.
Záporný přídavek
Při použití záporného přídavku operace obrábění odstraní více materiálu z polotovaru než z tvaru modelu. Toho lze využít pro elektrody s jiskřištěm, kde velikost jiskřiště odpovídá zápornému přídavku.
Radiální i axiální přídavek může být záporný. Při použití kulového nebo toroidního řezacího nástroje se záporným přídavkem, který je větší než poloměr rohu, však musí být záporný axiální přídavek menší nebo roven poloměru rohu.
Geometrie
Umožňuje vybrat pozice vrtání pomocí bodů (vrcholy, body náčrtu atd.), náčrtů obsahujících body, oblouků (hrany náčrtu nebo tělesa), nebo válcových ploch.
Odebrat duplicitní díry
Určuje, že mají být odebrány duplicitní díry.
Seřadit podle hloubky
Určí, že se záběry mají řadit shora dolů.
Seřadit podle hloubky – zakázáno
Seřadit podle hloubky – povoleno
Seřadit podle hloubky
Určuje, že díry musí být řazeny vzestupně nebo sestupně podle úrovně osy Z.
seřadit podle oblasti
Dráhy nástrojů jsou seřazeny podle plochy, nikoliv podle hloubky.
Optimalizovat pořadí
Určuje, že díry musí být řazeny tak, aby byla minimalizována vzdálenost obrábění.
Vrtat špičkou skrze dno
Tuto možnost povolte, pokud chcete, aby špička úplně provrtala dno.
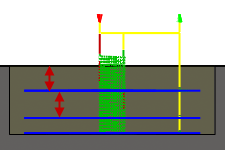
Hloubka záběru
Určuje, jak daleko bude nástroj vrtat za dno díry, aby bylo zajištěno prořezání.
Typ cyklu
Jedná se o typ vrtacího cyklu.
Aplikace Inventor HSM poskytuje řadu předdefinovaných (pevných) vrtacích cyklů.
Výběr vrtacího cyklu rozhoduje o tom, které parametry lze určit pro vrtací operaci.
- Vrtání – rychlý odjezd – Jedná se o běžné vrtání doporučené k vrtání děr s hloubkou menší než trojnásobek průměru nástroje.
- Válcové zahloubení – prodleva a rychlý odjezd – Zvětší jeden konec dříve vyvrtané díry. Zvětšený konec obvykle končí plochým vnitřkem. Ke zlepšení dokončení díry se použije prodleva.
- Lámání třísek – částečný návrat – Vrtá díry s hloubkou třikrát nebo čtyřikrát větší než průměr nástroje pomocí pravidelného návratu nástroje, při kterém se odstraňují třísky nebo zalévá díra chladicí kapalinou. Tento postup je známý také jako přerušované vrtání.
- Hluboké vrtání – úplný návrat Vrtá díry s hloubkou třikrát nebo čtyřikrát větší než průměr nástroje pomocí pravidelného návratu nástroje z díry, při kterém se odstraňují třísky nebo zalévá díra chladicí kapalinou. Tento postup je známý také jako přerušované vrtání.
- Průnik – Umožňuje snížit rychlost přísuvu a otáčky před provrtáním díry skrz materiál.
- Vedené hluboké vrtání – hlavňové vrtání – U standardního hlavňového vrtání je pouze jediná účinná řezací hrana. Tato jedinečná hlavová geometrie se liší od běžného točivého vrtání. Vodivé podložky při vrtání vyhlazují díru, což umožňuje, aby díra zůstala přímá. Výsledkem této aktivity je velmi kulatá díra s přesným průměrem. Je také možné vytvářet hluboké a rovné díry v mnoha různých materiálech.
- Závitování – Vytváří pravé nebo levé vnitřní závity v kruhové díře pomocí vícebodového nástroje.
- Levostranné závitování – Při vstupu do díry, kde má vyřezat závit, závitník rotuje proti směru pohybu hodinových ručiček.
- Pravostranné závitování – Při vstupu do díry, kde má vyřezat závit, závitník rotuje po směru pohybu hodinových ručiček.
- Závitování s lámáním třísek – závitování s lámáním třísek,
- Vystružování – vystružování (styl G85) s posunem ven,
- Vrtání – vrtání s prodlevou na dně a posunem ven,
- Zastavit vrtání – vrtání (styl G86) se zastavením vřetena na dně a rychlým odjezdem,
- Přesné vrtání – přesné vrtání s posunem pryč od strany díry,
- Zpětné vrtání – vrtání zezadu,
- Frézování kruhové kapsy
- Vrtací frézování
- Frézování závitu
- Sonda – slouží k měření prvku součásti nástrojem sondy nebo k definování souřadnicového systému pomocí maker stroje. Vyžaduje zvláštní zacházení v postprocesorech v závislosti na stroji.
Hloubka přerušení záběru:
Nastavuje hloubku prvního pohybu přerušovaného záběru, který se zanořuje do materiálu a vyjíždí z něj, aby se odstranily a odlomily třísky.
Redukce hloubky přerušovaného záběru:
Jedná se o hodnotu, o kterou se při každém kroku sníží hloubka přerušení záběru.
Minimální hloubka přerušovaného záběru:
Jedná se o minimální povolenou hloubku přerušení záběru.
Celková hloubka přerušovaného záběru:
Určuje hloubku přerušení záběru, která vynutí úplný návrat.
Vzdálenost lámání třísek:
Při operaci lámání třísek se vrták po vstupu do díry vrací o určenou vzdálenost, aby se zabránilo namotávání třísek.
Prodleva před návratem
Povolí prodlevu před návratem přerušení záběru k odběru třísek. To může výrazně zvýšit zdvih nástroje v závislosti na obráběném materiálu.
Posuv vrtání
Nastavuje vzdálenost, o kterou se vrtací tyč před návratem vzdálí od stěny dráhy nástroje, aby se zabránilo podřezávání. Tato možnost platí pouze pro vrtací cykly s vrtací tyčí.
Směr kompenzace
Určuje směr kompenzace.
Boční kompenzace:
Určuje směr kompenzace.
- Doleva (sousledné frézování)
- Doprava (nesousledné frézování)
Typ kompenzace:
Určí typ kompenzace.
- V počítači – kompenzaci nástroje vypočte aplikace Inventor HSM automaticky na základě průměru vybraného nástroje. Výstup generovaný postprocesorem obsahuje přímo kompenzovanou dráhu nástroje a nikoli kódy G41 nebo G42.
- V řídicím systému – kompenzace nástroje se nevypočítá, jako výstup poslouží spíše kódy G41 nebo G42, které obsluze umožňují nastavit objem kompenzace a opotřebení v řídícím systému obráběcího nástroje.
- Opotřebení – funguje stejně, jako by byla vybrána možnost V počítači, ale také poskytuje výstup ve formě kódů G41 nebo G42. Umožňuje obsluze obráběcího stroje upravit opotřebení nástroje v řídicím systému obráběcího stroje zadáním rozdílu ve velikosti nástroje jako záporného čísla.
- Obrácené opotřebení – funguje stejně, jako by byla vybrána možnost Opotřebení, úprava opotřebení se však zadává jako kladné číslo.
Maximální stranový krok:
Určuje hodnotu maximálního stranového kroku.
Maximální vodorovný stranový krok
Určuje maximální vodorovný stranový krok mezi záběry.
Adaptivní obrábění
Staré 2D obrábění
Odchylka vyhlazení:
Maximální hodnota vyhlazení použitá v hrubovacích záběrech. Chcete-li předejít vytvoření ostrých rohů v dráze nástroje, použijte tento parametr.
Odchylka rohu
Jedná se o maximální odchylku rohu. Chcete-li předejít vytvoření ostrých rohů v dráze nástroje, použijte tento parametr.

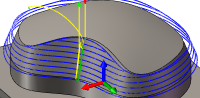
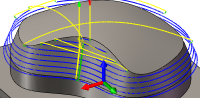
Dokončovací záběry
Chcete-li provést dokončovací záběry pomocí strany nástroje, povolte tuto možnost.
S dokončovacími záběry
Bez dokončovacích záběrů
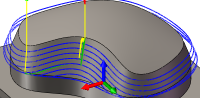
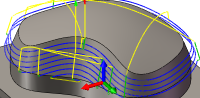
Počet dokončovacích záběrů:
Určuje počet dokončovacích záběrů.
Zobrazeno se třemi dokončovacími záběry
Stranový krok:
Jedná se o maximální vzdálenost mezi dokončovacími záběry.
Nájezdy nebo odjezdy ve všech dokončovacích záběrech
Vynutí úplný nájezd a odjezd u každého dokončovacího záběru.
Povoleno
Zakázáno
Opakovat dokončovací záběr
Tuto možnost povolte, chcete-li provést poslední dokončovací záběr dvakrát, a odebrat tak materiál polotovaru, který zbyl v důsledku vychýlení nástroje.
Hrubý přídavek:
Určuje množství radiálního přídavku pro hrubovací záběr.
Více hloubek
Určí, že má být použito více hloubek.
S řezy do více hloubek
Bez řezů do více hloubek
Maximální krok dolů:
Určuje maximální krok dolů mezi jednotlivými úrovněmi na ose Z.
Dokončovací kroky dolů:
Počet dokončovacích záběrů pomocí dolní části nástroje.
Zobrazeno se třemi dokončovacími záběry
Dokončovací krok dolů:
Velikost každého kroku dolů v dokončovacích záběrech.
Dokončovací krok dolů
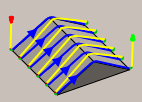
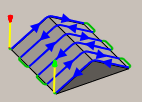
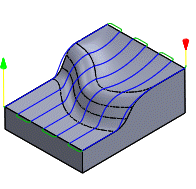
Úhel zúžení stěny (°):
Určuje úhel zúžení stěn.
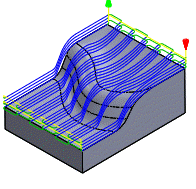
Definici úhlu spádu lze použít k obrábění prvků pomocí 2D strategie, které by jinak vyžadovaly 3D strategii.
Úhel spádu při 0 stupních
Úhel spádu při 45 stupních
Výběr geometrie
Výběr dolní části
Výběr horní části
Dokončit pouze v konečné hloubce
Chcete-li zabránit vzniku stop na stěnách, proveďte dokončovací záběry pouze v konečné hloubce.
Zakázáno
Povoleno
Finálně hrubovat
Chcete-li použít dokončovací kroky dolů u každého hrubovacího nebo dokončovacího záběru při zpracovávání více hloubek pomocí jednoho nebo více dokončovacích kroků dolů, povolte tuto možnost.
Tolerance:
Tolerance obrábění je součtem tolerancí použitých při vytváření dráhy nástroje a triangulace geometrie. Chcete-li získat celkovou toleranci, je nutné přidat k této toleranci veškeré další tolerance filtrování.
Volná tolerance 0,100
Těsná tolerance 0,001
Konturovací pohyby stroje CNC jsou řízeny pomocí příkazů čar G1 a oblouků G2 a G3. Systém CAM toho dosáhne tím, že linearizuje dráhy nástroje na křivkách spline a povrchu, a tímto způsobem je aproximuje. Vytvoří se mnoho segmentů krátkých čar, které utvoří přibližnou podobu požadovaného tvaru. Přesnost, s jakou dráha nástroje odpovídá požadovanému tvaru, značně závisí na počtu použitých čar. Čím více je čar, tím více se dráha nástroje přiblíží jmenovitému tvaru spline nebo povrchu.
Nedostatek dat
Je lákavé používat vždy velmi těsné tolerance, existují však i stinné stránky tohoto postupu: delší časy výpočtu dráhy nástroje, velké soubory G-funkcí a velmi krátké pohyby po čarách. První dva problémy nejsou nijak závažné, protože aplikace Inventor HSM provádí výpočty velmi rychle a většina moderních řídicích systémů disponuje alespoň 1 MB paměti RAM. Krátké pohyby po čarách však mohou v kombinaci s vysokými rychlostmi posuvu vyústit v jev známý jako nedostatek dat.
Nedostatek dat nastane v situaci, kdy je řídicí systém příliš zahlcen daty a nedokáže je zpracovat. Řídicí systémy CNC mohou zpracovat konečný počet řádků kódu (bloků) za sekundu. Může to být pouhých 40 bloků za sekundu v případě starších strojů a 1000 bloků za sekundu u nových strojů, například řídicího systému HAAS Automation. Krátké pohyby po čarách a vysoké rychlosti posuvu mohou žádat rychlost zpracování, která přesahuje možnosti řídicího systému. Když k tomu dojde, musí stroj po každém pohybu počkat na další příkaz z řídicího systému.
Více dokončovacích záběrů
Tuto možnost povolte, chcete-li provádět více dokončovacích záběrů.
Odchylka dokončovacího vyhlazení
Jedná se o maximální hodnotu vyhlazení použitého v dokončovacích záběrech. Chcete-li předejít vytvoření ostrých rohů v dráze nástroje, použijte tento parametr. V důsledku nastavení tohoto parametru bude v rozích kontury ponecháno více materiálu polotovaru, než bylo vyžádáno.
Hrubovací záběry
Tuto možnost povolte, chcete-li provádět hrubovací záběry.
Hrubovací obráběcí záběr
Určuje, že se mají odstranit všechny nerovnosti zanechané po hrubovacích záběrech. Chcete-li zabránit kolizím nástroje se zbytkovým materiálem polotovaru po hrubovacích záběrech na stěnách, povolte tuto možnost.
Stranový krok:
Určuje vodorovný stranový krok mezi záběry. Ve výchozím nastavení je tato hodnota nastavena na 95 % průměru řezného nástroje zmenšeného o poloměr rohu nástroje.
Vodorovný stranový krok
Spirálový stranový krok:
Určuje radiální stranový krok mezi záběry. Ve výchozím nastavení systému je základní hodnotou 50 % poloměru řezacího nástroje.
Spirálový stranový krok
Stranový krok
Jedná se o stranový krok mezi záběry měřený podél povrchu.
Šířka zkosení:
Jedná se o (dodatečnou) šířku zkosení.
U hran, které ještě nebyly zkoseny, je tato hodnota konečnou šířkou zkosení.
U zkosených hran je tato hodnota dodatečným odsazením, podobně jako když se použije záporný radiální přídavek.
Odsazení špičky zkosení:
Přidává se k hloubce dráhy nástroje, zatímco nástroj zůstává v kontaktu s vybranou hranou prostřednictvím úpravy radiálního odsazení dráhy nástroje.
Směr záběru:
Určuje směr záběrů.
Směr záběru při 0°
Směr záběru při 45°
Prodloužení záběru :
Vzdálenost, o kterou se prodlouží záběry za hranice obrábění.
Prodloužení záběru
Dolní
Jedná se o maximální hloubku řezu.
Horní
Určuje horní část polotovaru.
Optimální záběr:
Určuje míru záběru nástroje, kterou mají strategie adaptivního obrábění udržovat.
Dráha nástroje pro obrábění při vysoké rychlosti
Starší dráha nástroje obrábění
Odchylka zatížení
Jedná se o maximální odchylku od optimálního záběru nástroje. Zatížení nikdy nepřesáhne součet optimálního záběru a odchylky.
Minimální poloměr řezání:
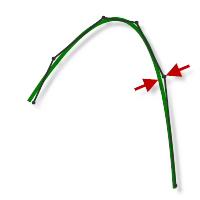
S nastavením Minimálním poloměr řezání
S nastavením Minimální poloměr řezání – nástroj se vyhne ostrým rohům na dráze, což minimalizuje vibrace u dokončovaných součástí.
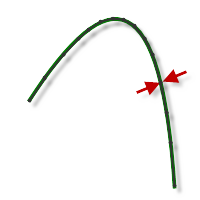
Bez nastavení Minimální poloměr řezání
Bez nastavení Minimální poloměr řezání – nástroj se pokusí odebrat veškerý materiál na dráze, který je v jeho dosahu. Výsledkem jsou ostré rohy na dráze nástroje, což často vede k vibracím v obráběné součásti.
Jemný krok dolů:
Určuje přesné krok dolů u dílčích kroků. Tyto kroky směřují nahoru ve směru osy nástroje.
Zaoblit stěny
Chcete-li zaoblit vysunuté stěny, povolte tuto možnost.
Obrobit dutiny
Chcete-li obrábět na vnitřní straně vybraných uzavřených kontur, povolte tuto možnost.
Chcete-li obrábět na vnější straně vybraných uzavřených kontur, zakažte tuto možnost.
Otevřené kontury lze určit, jen když je tato možnost povolena.
Obrábění dutin povoleno
Obrábění dutin zakázáno
Obrobit dutiny
Pokud je tato možnost povolena, strategie provede rampování do kapes a obrobí je.
Pokud je tato možnost zakázána, strategie provede obrobení pouze z venku dovnitř a ponechá kapsy neobrobené.
Ruční stranový krok
Tuto možnost povolte, chcete-li nastavit stranový krok ručně.
Minimální stranový krok:
Určuje minimální stranový krok.
Zamezit řezání celou šířkou nástroje
Určuje, že řezání celou šířkou nástroje nebude umožněno.
Maximální záběr nástroje
Určuje maximální záběr nástroje při řezání jeho celou šířkou.
Maximální trochoidní poloměr
Určuje maximální trochoidní poloměr.
Obrobit mělké oblasti
Určuje, že dodatečné úrovně na ose Z je třeba v mělkých oblastech odříznout. Následující dva obrázky jsou zobrazeny s 3D konturou.
Zakázáno
Povoleno
Minimální mělký krok dolů:
Tento parametr řídí minimální povolený krok dolů mezi dalšími úrovněmi na ose Z. Má přednost před hodnotou parametru Maximální mělký stranový krok.
Maximální mělký stranový krok:
Tento parametr určuje stranový krok, který bude použit při detekování oblastí, do kterých by měly být vloženy dodatečné úrovně osy Z. Pokud by použití normálního kroku dolů znamenalo stranový krok větší než daná hodnota, budou dodatečné úrovně vkládány, dokud nebude dosaženo určené hodnoty stranového kroku nebo minimálního kroku dolů.
Detekce plochých oblastí
Pokud je tato možnost povolena, strategie se pokusí detekovat výšky plochých oblastí a vrcholů a obrábět na těchto úrovních.
Pokud je zakázána, strategie obrábí v přesně zadaných krocích dolů.
Minimální krok dolů
Používá se při detekci plochých oblastí. Jedná se o nejmenší možný krok dolů.
Minimální axiální zapojení:
Chcete-li zajistit, aby byl při otáčení během dílčích kroků v záběru stále alespoň jeden břit, zabránit tak vibracím a snížit opotřebení nástroje, povolte tuto možnost.
Axiální odsazení:
Určuje hodnotu axiálního odsazení dráhy nástroje pro vybranou konturu.
Axiální odsazení záběrů
Tuto možnost povolte, chcete-li provést řezy do více hloubek.
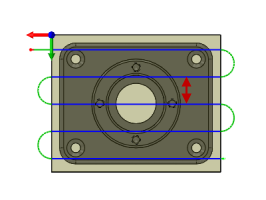
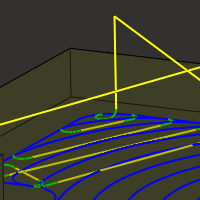
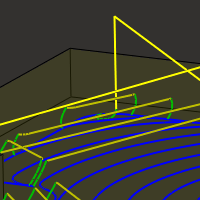
Axiální odsazení záběrů slouží k vytvoření vícenásobných záběrů s odsazením přírůstku na ose Z v mnoha 3D dokončovacích strategiích. Fungují podobně jako vícenásobné dokončovací kroky dolů ve 2D operacích a jsou užitečné při odebírání pevného množství materiálu polotovaru pomocí několika záběrů. Následující obrázky znázorňují 3D rovnoběžné záběry.
Zakázáno
Tři záběry s axiálním odsazením
Maximální hrubovací krok dolů:
Určuje maximální krok dolů mezi úrovněmi osy Z při hrubování.
Maximální krok dolů – znázorněno bez dokončovacích kroků dolů
Počet kroků dolů:
Určuje požadovaný počet kroků dolů.
Nadbytečná tloušťka:
Jedná se o dodatečnou tloušťku, která se u nástroje použije k detekci záběrů podél zaoblení s poloměrem přesahujícím poloměr nástroje.
Bitangenciální úhel:
Jedná se o úhel ve stupních, který se používá k detekci záběrů podél stěny nebo ohnutí.
Omezit počet stranových kroků
Pokud je tato možnost zakázána, počet kroků není nijak omezen a výsledkem je sbalené tužkové dokončení celého povrchu.
Napojit zevnitř ven
Tuto možnost povolte, pokud chcete určit, zda má být propojení mezi záběry provedeno bez konkrétního řazení, nebo má být provedeno od vnitřních záběrů k vnějším.
Směr dovnitř/ven:
Určuje, zda se má dráha nástroje pohybovat zevnitř ven, nebo zvenku dovnitř. Výběr možnosti Není důležité minimalizuje řazení podle vzdálenosti.
Uvnitř > vně
Zvenku > dovnitř
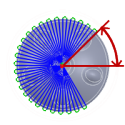
Úhlový krok:
Jedná se o úhlový krok mezi radiálními záběry zadaný ve stupních.
Úhel od:
Jedná se o počáteční radiální úhel ve stupních měřený od osy X (z pohledu pracovního souřadnicového systému).
Úhel od
Úhel k:
Jedná se o koncový radiální úhel ve stupních měřený od osy X (z pohledu pracovního souřadnicového systému).
Úhel k
Vnitřní poloměr:
Nastaví minimální vnitřní poloměr. U následujících obrázků je použita 3D spirálovitá dráha nástroje.
Žádný vnitřní poloměr
Vnitřní poloměr
Vnější poloměr:
Nastaví maximální vnější poloměr. U následujících obrázků je použita 3D spirálovitá dráha nástroje.
Žádný vnější poloměr
Vnější poloměr
Ruční střed
Jedná se o střed radiálních záběrů.
Ve směru pohybu hodinových ručiček
Určuje, že spirála povede ve směru pohybu hodinových ručiček.
Orientace nástroje
Určuje orientaci soustružnického nástroje ve stupních.
Orientace nástroje
Přepisuje orientaci nástroje definovanou v nastavení.
Funguje se všemi 2D a 3D operacemi při řízení tří plus dvouosého programování.
Orientace nástroje povolena
Orientace nástroje zakázána
Orientace nástroje
Pomocí kombinace orientace trojice a možností počátku umožňuje určit, jak bude nástroj orientován.
Rozevírací nabídka Orientace nabízí následující možnosti nastavení orientace os X, Y a Z trojice:
- Orientace WCS z nastavení – k určení orientace nástroje se použije souřadnicový systém obrobku z aktuálního nastavení.
- Orientace modelu – k určení orientace nástroje se použije pracovní souřadnicový systém aktuální součásti.
- Vybrat osu nebo rovinu Z a osu X – výběrem plochy nebo hrany definujte osu Z a výběrem další plochy nebo hrany definujte osu X. Osy Z i X lze obrátit o 180 stupňů.
- Vybrat osu nebo rovinu Z a osu Y – výběrem plochy nebo hrany definujte osu Z a výběrem další plochy nebo hrany definujte osu Y. Osy Z i Y lze obrátit o 180 stupňů.
- Vybrat osy X a Y – výběrem plochy nebo hrany definujte osu X a výběrem další plochy nebo hrany definujte osu Y. Osy X i Y lze obrátit o 180 stupňů.
- Vybrat souřadnicový systém – nastaví konkrétní orientaci nástroje pro tuto operaci v modelu z uživatelského souřadnicového systému (USS) aplikace Inventor. Použije se počátek i orientace existujícího souřadnicového systému. Tuto možnost použijte, pokud model neobsahuje vhodný bod a rovinu pro danou operaci.
- Použít osovou náhradu – osová náhrada vytvoří dráhu nástroje pomocí referenčního poloměru a rozvinu zaoblené části.
Rozevírací nabídka Počátek nabízí následující možnosti umístění počátku trojice:
- Počátek WCS z nastavení – k určení počátku nástroje se použije počátek WCS.
- Počátek modelu – k určení počátku nástroje se použije pracovní souřadnicový systém aktuální součásti.
- Vybraný bod – k určení počátku trojice vyberte vrchol nebo hranu.
- Bod na ohraničujícím kvádru polotovaru – k určení počátku trojice vyberte bod na ohraničujícím kvádru polotovaru.
- Bod kvádru modelu – k určení počátku trojice vyberte bod na ohraničujícím kvádru modelu.
Orientace nástroje
Určuje způsob určení souřadnicového systému obrobku.
Počátek a orientace
Použít počátek·a·orientaci·–·k definici umístění pracovního souřadnicového systému se použije bod náčrtu nebo vrchol polotovaru a k definici orientace pracovního souřadnicového systému se použije rovina nebo rovinná plocha.
Souřadnicový systém
Použít souřadnicový systém – k definování umístění i orientace pracovního souřadnicového systému se použije existující uživatelský souřadnicový systém (USS).
Polotovar a orientace
Použít polotovar·a·orientaci·–·k definici umístění pracovního souřadnicového systému se použije umístění na polotovaru (například Střed horní části) a k definici orientace pracovního souřadnicového systému se použije rovina nebo rovinná plocha.
Model
Tuto možnost aktivujte, pokud chcete přepsat geometrii modelu (povrchy nebo tělesa) definovanou v nastavení.
Zahrnout model nastavení
Ve výchozím nastavení je tato možnost povolena. Kromě povrchů modelu vybraných v rámci operace je zahrnut model vybraný v nastavení. Pokud tuto možnost zakážete, bude se dráha nástroje generovat pouze na površích vybraných v operaci.
Geometrie
Chcete-li vytvořit otevřené nebo uzavřené kontury obrábění, vyberte libovolný prvek náčrtu nebo zkuste vybrat otevřené nebo uzavřené kontury z modelu.
Geometrie
Lze zde vytvořit konkrétní cílové povrchy součásti.
- Model nastavení využívá veškerou dostupnou geometrii v součásti nebo sestavě, nebo podle zadání v referenci nastavení.
- Výběr používá pouze tělesa, plochy nebo povrchy, které jsou vybrány.
Všimněte si, že ve výchozím nastavení jsou tělesa vybrána.
Pokud chcete raději vybrat jednotlivé plochy, je nutné použít buď možnost Vybrat jiné nebo změnit filtr výběru, aby vybral pouze plochy.
Vyhnout/dotknout se povrchu
Určí, kterým povrchům je nutné se vyhnout. Pokud je tato možnost povolena, zůstanou dráhy nástroje v zadané vzdálenosti od vybraných povrchů.
Zakázáno
Povoleno
Bezpečná vzdálenost:
Nástroj zůstane vždy v této vzdálenosti od vybraných povrchů.
Dotknout se povrchů
Obrátí funkci nastavení Vyhnout se povrchům. Pokud je tato možnost povolena, budou povrchy, kterým se nástroj původně měl vyhnout, určeny k dotyku. Zbývajícím povrchům se nástroj vyhne.
Dotknout se povrchů
Frézování směrem nahoru nebo dolů:
Tuto možnost použijte, chcete-li jednotlivé záběry rozdělit na segmenty tak, aby byla každá část obrobena pouze sestupnými, nebo pouze vzestupnými pohyby. Je to užitečné při použití řezacích nástrojů s vložkami, které jsou omezeny jen na určitý směr řezání.
Není důležité
Frézování směrem dolů
Hranice obrábění:
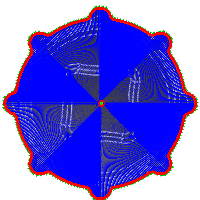
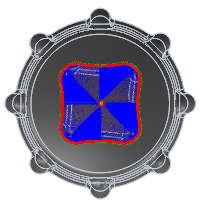
Režim hranic určuje, jak bude definována hranice dráhy nástroje. U následujících obrázků je použita 3D radiální dráha nástroje.
Příklad 1
Příklad 2
Režimy hranice:
- Žádná – dráha nástroje obrobí veškerý materiál polotovaru bez omezení.
- Ohraničující kvádr – dráhy nástroje jsou uzavřeny uvnitř kvádru, který je definován maximálními rozměry součásti při pohledu od pracovního souřadnicového systému.
-

Ohraničující kvádr
- Silueta – dráhy nástroje jsou uzavřeny uvnitř hranice definované stínem součásti při pohledu od pracovního souřadnicového systému.
Silueta
- Výběr – dráhy nástroje jsou uzavřeny uvnitř oblasti definované vybranou hranicí.
Výběr
Omezení nástroje:
Chcete-li řídit pozici nástrojů ve vztahu k vybrané hranici nebo hranicím, použijte funkci omezení nástroje.
Uvnitř
Celý nástroj zůstane uvnitř hranice. Výsledkem je, že nemusí být obroben celý povrch omezený hranicí.
Uvnitř
Střed
Hranice omezí střed nástroje. Tímto nastavením se zajistí, aby byl obroben celý povrch uvnitř hranice. Také však mohou být obrobeny oblasti mimo hranici nebo hranice.
Střed
Vně
Dráhy nástroje se vytváří uvnitř hranice, hrana nástroje se však může posunout na vnější hranu hranice.
Vně
Chcete-li odsadit omezující hranici, použijte parametr Dodatečné odsazení.
Dodatečné odsazení:
Dodatečné odsazení se použije u vybrané hranice či hranic a u omezení nástroje.
Při zadání kladné hodnoty se hranice odsadí směrem ven, s výjimkou případu, kdy je omezení nástroje nastaveno na hodnotu Uvnitř. V tomto případě kladná hodnota slouží k odsazení směrem dovnitř.
Záporné odsazení se středem nástroje na hranici
Nulové odsazení se středem nástroje na hranici
Kladné odsazení se středem nástroje na hranici
Chcete-li zajistit, aby hrana nástroje překrývala hranici, vyberte metodu omezení nástroje nazvanou Vně a zadejte malou kladnou hodnotu.
Chcete-li zajistit, aby se hrana nástroje vůbec nedotkla hranice, vyberte metodu omezení nástroje nazvanou Uvnitř a zadejte malou kladnou hodnotu.
Hranice kontaktního bodu
Tato možnost – pokud je povolena – určí, že se omezení dané hranicí řídí místem, kde se nástroj dotýká součásti, nikoli umístěním středu nástroje.
Zakázáno
Povoleno
Rozdíl je znázorněn níže na rovnoběžné dráze nástroje za použití frézy s kulovým koncem.
Zakázáno
Povoleno
Pouze kontakt
Určuje, zda budou dráhy nástroje generovány na místech, kde se nástroj nedotýká obráběného povrchu. Pokud je tato možnost zakázána, prodlouží se dráha nástroje až k limitům hranice omezení a přes otvory v obrobku.
Povoleno
Zakázáno
Spád
Uzavře dráhy nástroje na základě rozsahu zadaných úhlů.
0–90°
0–45°
45–90°
Omezení úhlu spádu jsou určena parametry úhlu Od úhlu spádu a K úhlu spádu na kartě Geometrie. Úhly jsou definovány v rozsahu od 0° (vodorovný) do 90° (svislý).
Obrobeny jsou pouze oblasti, které se rovnají hodnotám parametrů Od úhlu spádu a K úhlu spádu nebo je převyšují.
Většina 3D dokončovacích strategií podporuje omezení úhlu spádu. Jedno použití omezení spádu slouží k tomu, aby omezilo strategii vybrané dráhy nástroje na úhly, kde funguje nejlépe. Možnost Paralelní dokončení je například vhodnější pro mělké oblasti, zatímco možnost Konturové dokončení je vhodnější pro strmé oblasti.
Od úhlu spádu:
Parametr Od úhlu spádu je definován od vodorovné roviny (0°). Obrobeny budou pouze oblasti, které se rovnají této nebo vyšší hodnotě.
Úhel spádu od 0°
K úhlu spádu:
Parametr K úhlu spádu je definován od vodorovné roviny (0°). Obrobeny budou pouze oblasti, které se rovnají této nebo nižší hodnotě.
Úhel spádu k 90°
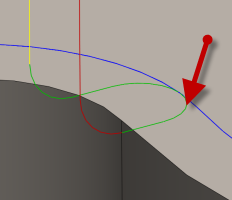
Způsob návratu:
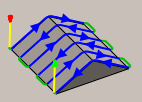
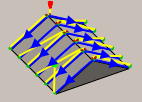
Určuje, jak se nástroj pohybuje mezi řeznými záběry. Na následujících obrázcích je použita strategie Průtok.
- Úplný návrat – na konci záběru se nástroj před přesunem k začátku dalšího záběru zcela navrátí do výšky návratu.
- Minimální návrat – provede posun nahoru do nejnižší možné výšky, kde nástroj ztratí kontakt s obrobkem (s přičtením libovolně určené bezpečné vzdálenosti).
- Nejkratší cesta – přesune nástroj přímo nejkratší možnou vzdáleností mezi drahami.
Pozor: Možnost Nejkratší cesta nesmí být používána u strojů, které nepodporují linearizované pohyby rychloposuvem, kde pohyby G0 představují přímé čáry (oproti pohybům G0, které se pohybují ve směrech všech os při maximální rychlosti, někdy také nazývané jako pohyby „dog-leg“). Nedodržení tohoto pravidla zapříčiní pohyby stroje, které softwarem nelze správně simulovat, což může vést ke kolizím nástroje.U strojů CNC, které nepodporují linearizované rychloposuvy, lze upravit postprocesor tak, aby převedl všechny pohyby G0 na pohyby rychlého posuvu G1. Chcete-li získat další informace nebo pokyny, jak daným způsobem upravit postprocesory, kontaktujte technickou podporu.
Režim vysoké rychlosti posuvu:
Určuje, kdy mají být rychloposuvy ve výstupu jako skutečné rychloposuvy (G0) a kdy mají být ve výstupu jako pohyby s vysokou rychlostí posuvu (G1).
- Zachovat rychloposuv – všechny rychloposuvy budou zachovány.
- Zachovat axiální a radiální rychloposuv – ve výstupu budou jako skutečné rychloposuvy pouze rychloposuvy, při kterých se nástroj pohybuje vodorovně (radiální) nebo svisle (axiální).
- Zachovat axiální rychloposuv – zachovají se pouze rychloposuvy, při kterých se nástroj pohybuje svisle.
- Zachovat radiální rychloposuv – zachovají se pouze rychloposuvy, při kterých se nástroj pohybuje vodorovně.
- Zachovat rychloposuv v jedné ose – zachovají se pouze rychloposuvy, při kterých se nástroj pohybuje v jedné ose (X, Y nebo Z).
-
Vždy použít rychlý posuv – výstupem jsou rychloposuvy jako pohyby G01 (pohyby rychlých posuvů) místo rychloposuvů (G0).
Tento parametr se obvykle nastavuje, aby nedocházelo ke kolizím u strojů, které při rychloposuvu provádějí pohyby „dog-leg“.
Vysoká rychlost posuvu:
Rychlost posuvu, která se používá pro výstup rychloposuvů jako G1 místo G0.
Povolit návrat rychloposuvem
Před návratem vytáhnout
Chcete-li před návratem provést pohyb směrem od polotovaru (pokud je to možné), povolte tuto možnost. Pokud tato možnost není povolena, nástroj se při návratech dotýká polotovaru.
Pokud je tato možnost povolena, provádí se návraty rychloposuvem (G0). Tuto možnost zakažte, chcete-li vynutit návraty rychlostí posuvu odjezdu.
Bezpečná vzdálenost:
Minimální vzdálenost mezi povrchy nástroje a součásti při pohybech návratu. Vzdálenost je měřena po použití přídavku. Pokud byl tedy použit záporný přídavek, je třeba věnovat pozornost tomu, aby byla bezpečná vzdálenost dostatečně velká a zamezila jakýmkoli kolizím.
Maximální vzdálenost pro ponechání nástroje dole:
Určuje maximální vzdálenost, která je povolena pro pohyby nástroje při ponechání dole.
Maximální vzdálenost pro ponechání nástroje dole = 1"
Maximální vzdálenost pro ponechání nástroje dole = 2"
Úroveň dolní polohy:
Pomocí tohoto nastavení můžete řídit, kdy má nástroj při pohybu kolem překážek místo návratu zůstat dole. Pokud váš stroj CNC provádí pomalé návraty v porovnání s pohyby rychlého posuvu, je obecně vhodné, aby u adaptivní strategie nástroj spíše zůstával dole. V takových případech zvyšte hodnotu v rozevírací nabídce Úroveň dolní polohy:. Hodnoty se zvyšují v 10% krocích. Nastavení Nejmenší odpovídá hodnotě 0 % a nastavení Většina hodnotě 100 %.
Nastavit minimální průměr profilu
Tato možnost povoluje nastavení minimálního průměru profilu. Pokud je oblast obrábění menší než zadaný minimální průměr profilu, nebude zpracována.
Minimální průměr profilu:
Určuje minimální dutinu k obrobení.
Směr:
Možnost Směr umožňuje určit, zda se má aplikace Inventor HSM pokusit zachovat sousledné, nebo nesousledné frézování.
Sousledné
Chcete-li obrobit všechny záběry v jednom směru, vyberte možnost Sousledné. Při použití této metody se aplikace Inventor HSM pokusí použít sousledné frézování vzhledem k vybraným hranicím.
Sousledné
Nesousledné
Tato možnost obrací směr dráhy nástroje ve srovnání s možností Sousledné a vytváří dráhu nástroje pro nesousledné frézování.
Nesousledné
Použít šroubovicové nájezdy nebo odjezdy
Tuto možnost povolte, chcete-li místo kruhových pohybů nájezdu/odjezdu použít šroubovicové nájezdy/odjezdy.
Ponechat nástroj dole
Pokud je tato možnost povolena, strategie neprovede návrat, když je vzdálenost k další oblasti menší než určená vzdálenost pro ponechání nástroje dole.
Oba směry
Pokud je tato možnost povolena, záběry se provádějí v obou směrech. Chcete-li vynutit pouze sousledné frézování, zakažte tuto možnost.
Režim nájezdu nebo odjezdu:
Nastavení nájezdů a odjezdů umožňují velmi specifické řízení nájezdů a odjezdů. K dispozici je pět možností.
- Selhání – Pokud nelze provést nájezd či odjezd, aniž by došlo k provedení vyříznutí, výsledkem je selhání. Poté je nutný zásah uživatele, který nájezdy či odjezdy přizpůsobí.
- Vyřadit záběry – Zahodí všechny záběry, kterých nelze s danými nastaveními docílit. Tato možnost ponechá zbytkový materiál pro následující operace.
- Pohyb nájezdu/odjezdu – Přesouvá pozici nájezdu či odjezdu do jiného umístění na povrchu součásti, dokud není k dispozici dostatek místa, ale zachová nájezd či odjezd podle zadání.
- Nájezd/odjezd soustružení – Mění úhel nájezdu, dokud není k dispozici dostatek místa.
- Návratový nájezd/odjezd – Jedná se o nejautomatičtější režim nájezdu či odjezdu a také o výchozí nastavení. Umožňuje napojování všech součástí a v některých případech, pokud není k dispozici jiná alternativa, provádí radiální návraty. Jedná se o doporučené nastavení.
Použít pevný směr nájezdu nebo odjezdu
Určuje, že dané směry nájezdů a odjezdů jsou vždy určeny souřadnicemi na osách X a Z souřadnicového systému. Pokud je tato možnost vypnuta, směry nájezdů a odjezdů jsou určeny na základě směru obrábění dopředu/dozadu jednotlivých záběrů.
Nájezd (vstup)
Chcete-li generovat nájezd, povolte tuto možnost.
Nájezd
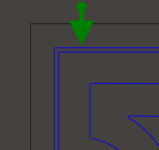
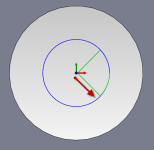
Poloměr vodorovného nájezdu:
Určuje poloměr pohybů vodorovných nájezdů.
Poloměr vodorovného nájezdu
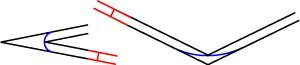
Úhel tažení nájezdu:
Určuje typ tažení oblouku nájezdu.
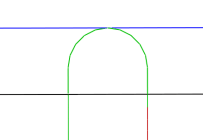
Úhel tažení 90°
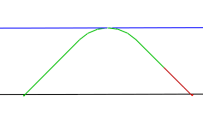
Úhel tažení 45°
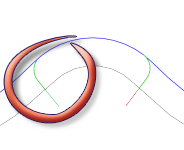
Vzdálenost lineárního nájezdu:
Určuje délku lineárního pohybu při nájezdu, pro který se v řídícím obvodu aktivujekompenzace poloměru.
Vzdálenost lineárního nájezdu:
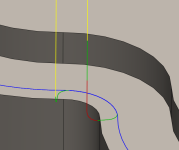
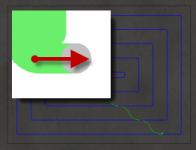
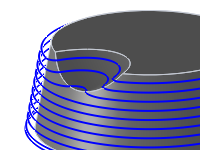
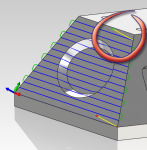
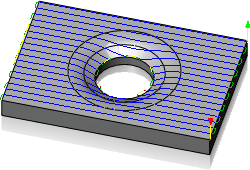
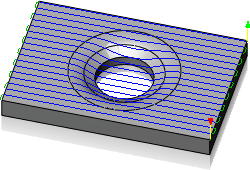
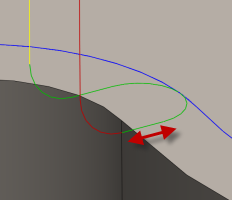
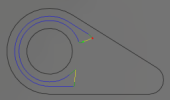
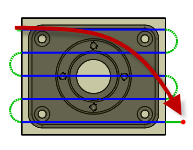
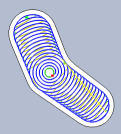
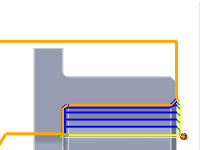
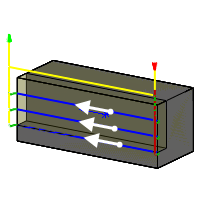
Kolmé
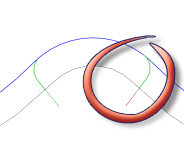
Nahradí tečná prodloužení oblouků nájezdu nebo odjezdu pohybem, který je kolmý k oblouku.
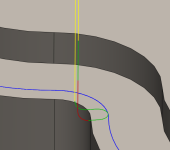
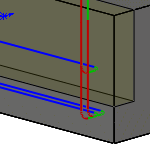
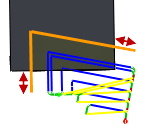
Zobrazeno s kolmým vstupem nebo výstupem
Příklad: vývrt, který má maximálně velké oblouky nájezdu nebo odjezdu (čím větší oblouk tím menší pravděpodobnost značky prodlevy) a kde tečný lineární nájezd nebo odjezd není možný, protože by se prodloužil do strany vývrtu.
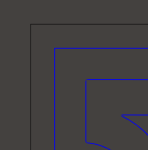
Poloměr svislého nájezdu:
Jedná se o poloměr svislého oblouku, který vyhlazuje vstupní pohyb při přechodu ze vstupního pohybu na samotnou dráhou nástroje.
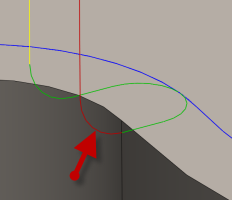
Poloměr svislého nájezdu
Odjezd (výstup)
Chcete-li generovat odjezd, povolte tuto možnost.
Odjezd
Stejné jako nájezd
Určuje, zda má být definice odjezdu stejná jako definice nájezdu.
Poloměr vodorovného odjezdu:
Určuje poloměr pohybů vodorovných odjezdů.
Poloměr vodorovného odjezdu
Úhel tažení odjezdu:
Určuje typ tažení oblouku odjezdu.
Vzdálenost lineárního odjezdu:
Určuje délku lineárního pohybu při odjezdu, pro který se v řídícím obvodu deaktivuje kompenzace poloměru.
Vzdálenost lineárního odjezdu
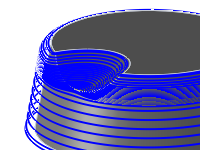
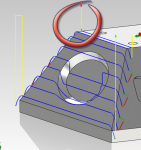
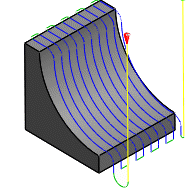
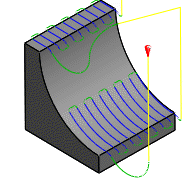
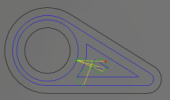
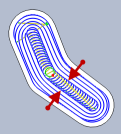
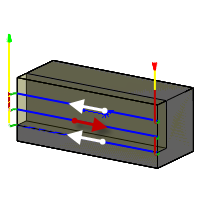
Kolmé
Nahradí tečná prodloužení oblouků nájezdu nebo odjezdu pohybem, který je kolmý k oblouku.
Zobrazeno s kolmým vstupem nebo výstupem
Příklad: vývrt, který má maximálně velké oblouky nájezdu nebo odjezdu (čím větší oblouk tím menší pravděpodobnost značky prodlevy) a kde tečný lineární nájezd nebo odjezd není možný, protože by se prodloužil do strany vývrtu.
Poloměr svislého odjezdu:
Určuje poloměr svislého odjezdu.
Poloměr svislého odjezdu
Rampa
Povolí rampy.
Zobrazeno s úhlem rampy o velikosti 15 stupňů
Typ rampy:
Určuje způsob, jakým se řezací nástroj posune dolů do jednotlivých hloubek řezání.
Předvrtat
Aby bylo možné použít možnost Předvrtat, je nutné definovat umístění předvrtání.
Zanořit
Cik-cak
Všimněte si hladkých přechodů při rampování typu cik-cak.
Profil
Hladký profil
Šroubovice
Typ přejezdu:
Určuje typ propojení mezi záběry.
- Žádný kontakt – boční kroky nejsou navzájem propojeny na stejné úrovni osy Z, ale jsou propojeny pohybem návratu.
- Přímá čára – jedná se o jednodušší přímé napojení pomocí přímých čar.
- Nejkratší cesta – použije se nejkratší možná dráha mezi oblastmi obrábění – obvykle se jedná o pohyb po přímé čáře.
- Hladké – na vhodných místech se použijí jemné tečné pohyby provedené pomocí skutečných oblouků.
Povolit zanoření
Tuto možnost povolte, chcete-li povolit svislé zanoření. Tím se zakážou všechny ostatní typy svislých nájezdů a odjezdů. Stroj se bude posouvat svisle dolů k následující úrovni obrábění takovou rychlostí zanoření, jaká je pro daný nástroj určena.
Povolit spirálovité rampy
Pokud je tato možnost povolena, budou se vytvářet spirálovité rampy vždy, kdy to bude možné.
Povolit konturová rampování
Pokud je tato možnost povolena, bude generováno konturové rampování (nebo profilování rampováním).
Povolit hladká konturová rampování
Pokud je tato možnost povolena, budou vytvářeny vyhlazené konturové rampy.
Povolit rampy cik-cak
Pokud je tato možnost povolena, budou vytvářeny rampy cik-cak.
Povolit zanoření mimo polotovar
Povolení tohoto parametru umožňuje místo obrobení materiálu uvnitř kontury vybrané oblasti odebrat materiál vně vybrané kontury výběrem další kontury polotovaru.
Chcete-li vynutit rampování polotovaru, zakažte tento parametr.
Úhel rampování (°):
Určuje maximální úhel rampování.
Úhel zúžení rampy (stupně):
Jedná se o požadovaný úhel zúžení šroubovicových ramp. Chcete-li udržet dřík nástroje v malé vzdálenosti od polotovaru a zlepšit možnosti úniku třísek během rampování, použijte tuto možnost.
Maximální rampovací krok dolů:
Určuje maximální krok dolů na rotaci v profilu rampování. Tento parametr umožňuje omezit zatížení nástroje při provádění řezů celou šířkou během rampování.
Bezpečná výška rampy:
Jedná se o výšku rampy nad aktuální úrovní polotovaru.
Bezpečná radiální vzdálenost rampy:
Určuje minimální vzdálenost spirály nájezdu ke kontuře.
Průměr šroubovicové rampy:
Určuje průměr šroubovicové rampy.
Hladké rampy
Pokud je tato možnost povolena, budou rampy začínat a končit tečně ve všech třech osách.
Rampování je prováděno bez nespojitostí v odvozeném prvním pořadí tak, aby byly použity hladké křivky místo obvyklých smyček v dráze.
Minimální průměr rampy:
Určuje minimální průměr rampy.
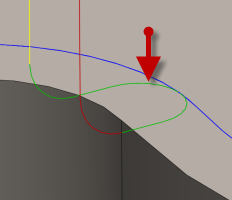
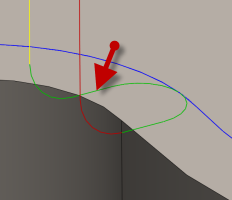
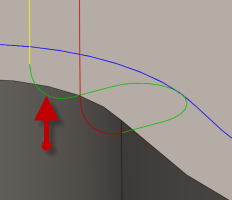
Vynutit rampování profilu
Tuto možnost povolte, chcete-li vynutit rampování profilu v horní části vybrané kontury nebo kontur.
Toho můžete využít například při vyřezávání děr.
Oříznout záběry
Chcete-li povolit oříznutí záběrů tak, aby odpovídaly nájezdům/odjezdům tam, kde to jiným způsobem nelze provést, a aby se při obrábění CNC udržel rychlý posuv, povolte tuto možnost. Pokud je tato možnost zakázána, vynutí obrobení celého záběru. To může způsobit ostré pohyby a ignorování minimálního poloměru rohů.
Průměr ručního rampování
Pokud je tato možnost zaškrtnuta, je možné nastavit minimální průměr rampy.
Úhel kontaktu rampy
Jedná se o maximální úhel kontaktních ramp.
Hladká kontaktní rampa
Určuje, že kontaktní rampa má být hladká.
Odebrat špičky
Tuto možnost povolte, chcete-li odebrat špičky v dráze nástroje.
Maximální úhel špičky
Určuje úhel záběrů, které způsobují špičku.
Vyhlazení
Vyhladí dráhu nástroje odstraněním přebytečných bodů a umísťovacích oblouků všude, kde je to v rámci filtrovací tolerance možné.
Vyhlazení vypnuto
Vyhlazení zapnuto
Vyhlazení slouží ke snížení velikosti kódu bez ztráty přesnosti. Vyhlazení funguje tak, že se kolineární čáry nahradí jednou čarou a v zakřivených oblastech se nahradí více čar tečnými oblouky.
Vyhlazení může mít výrazný efekt. Velikost souboru G-funkcí se může zmenšit až o 50 % nebo více. Stroj poběží rychleji a plynuleji a zlepší se dokončování povrchu. Objem snížení kódu je závislý na vhodnosti dráhy nástroje k vyhlazení. Dráhy nástroje, které leží v hlavní rovině (XY, XZ a YZ), například rovnoběžné dráhy, se filtrují velmi dobře. U ostatních, jako je například 3D Rovnoměrné, nedojde k takové redukci.
Tolerance vyhlazení:
Určuje toleranci filtru vyhlazení.
Vyhlazení funguje nejlépe, když je tolerance (přesnost s jakou byla vytvořena původní linearizovaná dráha) stejná nebo větší než tolerance vyhlazení (umístění čárového oblouku).
Zbytkové obrábění
Použije se zbytkové obrábění.
Zbytkové obrábění
Omezí operaci tak, aby byl odstraněn pouze materiál, který nemohla odstranit předchozí operace či nástroj.
Zbytkové obrábění zapnuto
Zbytkové obrábění vypnuto
Zdroj zbytkového materiálu:
Určuje zdroj, ze kterého se má vypočítat zbytkové obrábění:
- Z předchozích operací,
- Z operací,
- Z nástroje,
- Ze souboru,
- Z těles,
- Z polotovaru nastavení.
Z polotovaru nastavení.
Spojení všech závislých operací
Spojí všechny závislé operace.
Zahrnout všechny předchozí operace
Zahrne všechny předchozí operace.
Rozlišení:
Určuje rozlišení zbytkového materiálu.
Překrýt:
Tato hodnota určuje množství zbytkového materiálu, které lze ignorovat. Chcete-li se vyhnout nežádoucím záběrům v místech, kde je malé množství zbytkového materiálu, použijte tento parametr.
Průměr nástroje:
Určuje průměr nástroje pro zbytkový materiál.
Poloměr rohu:
Určuje poloměr rohu nástroje pro zbytkový materiál.
Úhel zúžení:
Určuje úhel zúžení nástroje pro zbytkový materiál.
Délka ramene:
Určuje délku hřbetu nástroje pro zbytkový materiál.
Soubor:
Určuje soubor zbytkového materiálu.
Úprava:
Umožňuje vybrat úpravu zbytkového materiálu za účelem ignorování nebo zajištění frézování malých nerovností:
- Použít, jak je vypočítáno,
- Ignorovat nerovnosti,
- Obrobit nerovnosti.
odsazení přizpůsobení:
Tento parametr určuje množství materiálu polotovaru, které má být ignorováno nebo dodatečně odebráno, v závislosti na nastavení zbytkového materiálu. Parametr se primárně používá k tomu, aby se zabránilo obrábění malého množství zbytkového materiálu při použití nastavení Ignorovat nerovnosti.
Operace zbytkového materiálu
Jedná se o operaci zbytkového materiálu.
Přídavek pro zbytkový materiál
Určuje přídavek zbytkového materiálu polotovaru.
Bezpečná výška
Bezpečná výška je první výškou, do které se nástroj přesune rychloposuvem při přechodu na začátek dráhy nástroje.
Bezpečná výška
- Výška návratu: jedná se o přírůstkové odsazení od výšky návratu.
- Výška posuvu: jedná se o přírůstkové odsazení od výšky posuvu.
- Horní výška: jedná se o přírůstkové odsazení od horní výšky.
- Dolní výška: jedná se o přírůstkové odsazení od dolní výšky.
- Horní část modelu: jedná se o přírůstkové odsazení od horní části modelu.
- Dolní část modelu: jedná se o přírůstkové odsazení od dolní části modelu.
- Vršek polotovaru: jedná se o přírůstkové odsazení od vršku polotovaru.
- Spodek polotovaru: jedná se o přírůstkové odsazení od spodku polotovaru.
- Vybrané kontury: jedná se o přírůstkové odsazení od kontury vybrané na modelu.
- Výběr: jedná se o přírůstkové odsazení od bodu (vrcholu), hrany nebo plochy vybrané(ho) v modelu.
- Počátek (absolutní): jedná se o absolutní odsazení od počátku, který je definován v možnosti Nastavení nebo Orientace nástroje v rámci určité operace.
Odsazení bezpečné výšky:
Použije se odsazení bezpečné výšky, které je ovlivněno tím, jaký režim bezpečné výšky byl vybrán v rozevíracím seznamu výše.
Výška návratu
Režim výšky návratu nastaví výšku, do které se nástroj posune před dalším řezným záběrem. Režim výšky návratu musí být nastaven na hodnotu vyšší, než je nastaveno u parametrů Výška posuvu a Horní část. Režim výšky návratu se používá spolu s následným odsazením ke stanovení výšky.
Výška návratu
- Bezpečná výška: přírůstkové odsazení od bezpečné výšky.
- Výška posuvu: jedná se o přírůstkové odsazení od výšky posuvu.
- Horní výška: jedná se o přírůstkové odsazení od horní výšky.
- Dolní výška: jedná se o přírůstkové odsazení od dolní výšky.
- Horní část modelu: jedná se o přírůstkové odsazení od horní části modelu.
- Dolní část modelu: jedná se o přírůstkové odsazení od dolní části modelu.
- Vršek polotovaru: jedná se o přírůstkové odsazení od vršku polotovaru.
- Spodek polotovaru: jedná se o přírůstkové odsazení od spodku polotovaru.
- Vybrané kontury: jedná se o přírůstkové odsazení od kontury vybrané na modelu.
- Výběr: jedná se o přírůstkové odsazení od bodu (vrcholu), hrany nebo plochy vybrané(ho) v modelu.
- Počátek (absolutní): jedná se o absolutní odsazení od počátku, který je definován v možnosti Nastavení nebo Orientace nástroje v rámci určité operace.
Odsazení výšky návratu:
Použije se odsazení výšky návratu, které je ovlivněno tím, jaký režim výšky návratu byl vybrán v rozevíracím seznamu výše.
Výška posuvu
Režim výšky posuvu nastaví výšku, do které se nástroj rychloposuvem přesune před změnou rychlosti na rychlost posuvu nebo zanoření do součásti. Režim výšky posuvu by měl být nastaven na hodnotu, která je vyšší než hodnota parametru Horní část. Vrtací operace tuto výšku použije jako počáteční výšku posuvu a jako výšku návratu přerušení záběru. Režim výšky posuvu se používá spolu s následným odsazením ke stanovení výšky.
Výška posuvu
- Bezpečná výška: přírůstkové odsazení od bezpečné výšky.
- Výška návratu: jedná se o přírůstkové odsazení od výšky návratu.
- Zakázáno: Zákaz možnosti Výška posuvu způsobí rychloposuv nástroje dolů k nájezdu.
- Horní výška: jedná se o přírůstkové odsazení od horní výšky.
- Dolní výška: jedná se o přírůstkové odsazení od dolní výšky.
- Horní část modelu: jedná se o přírůstkové odsazení od horní části modelu.
- Dolní část modelu: jedná se o přírůstkové odsazení od dolní části modelu.
- Vršek polotovaru: jedná se o přírůstkové odsazení od vršku polotovaru.
- Spodek polotovaru: jedná se o přírůstkové odsazení od spodku polotovaru.
- Vybrané kontury: jedná se o přírůstkové odsazení od kontury vybrané na modelu.
- Výběr: jedná se o přírůstkové odsazení od bodu (vrcholu), hrany nebo plochy vybrané(ho) v modelu.
- Počátek (absolutní): jedná se o absolutní odsazení od počátku, který je definován v možnosti Nastavení nebo Orientace nástroje v rámci určité operace.
Odsazení výšky posuvu:
Použije se odsazení výšky posuvu vztahující se k výběru režimu výšky posuvu ve výše uvedeném rozevíracím seznamu.
Horní výška
Režim horní výšky nastaví výšku, která popisuje horní část řezu. Režim horní výšky by měl být nastaven na hodnotu, která je nižší než hodnota parametru Dolní část. Režim horní výšky se používá spolu s následným odsazením ke stanovení výšky.
Horní výška
- Bezpečná výška: přírůstkové odsazení od bezpečné výšky.
- Výška návratu: jedná se o přírůstkové odsazení od výšky návratu.
- Výška posuvu: jedná se o přírůstkové odsazení od výšky posuvu.
- Dolní výška: jedná se o přírůstkové odsazení od dolní výšky.
- Horní část modelu: jedná se o přírůstkové odsazení od horní části modelu.
- Dolní část modelu: jedná se o přírůstkové odsazení od dolní části modelu.
- Vršek polotovaru: jedná se o přírůstkové odsazení od vršku polotovaru.
- Spodek polotovaru: jedná se o přírůstkové odsazení od spodku polotovaru.
- Vybrané kontury: jedná se o přírůstkové odsazení od kontury vybrané na modelu.
- Výběr: jedná se o přírůstkové odsazení od bodu (vrcholu), hrany nebo plochy vybrané(ho) v modelu.
- Počátek (absolutní): jedná se o absolutní odsazení od počátku, který je definován v možnosti Nastavení nebo Orientace nástroje v rámci určité operace.
Horní odsazení:
Použije se horní odsazení, které je ovlivněno tím, jaký režim horní výšky byl vybrán v rozevíracím seznamu výše.
Dolní výška
Režim výšky spodku určuje konečnou výšku či hloubku obrobení a nejnižší hloubku, do které nástroj v polotovaru sestoupí. Režim výšky spodku musí být nastaven na hodnotu, která je nižší než hodnota parametru Horní část. Režim výšky spodku se používá spolu s následným odsazením ke stanovení výšky.
Dolní výška
- Bezpečná výška: přírůstkové odsazení od bezpečné výšky.
- Výška návratu: jedná se o přírůstkové odsazení od výšky návratu.
- Výška posuvu: jedná se o přírůstkové odsazení od výšky posuvu.
- Horní výška: jedná se o přírůstkové odsazení od horní výšky.
- Horní část modelu: jedná se o přírůstkové odsazení od horní části modelu.
- Dolní část modelu: jedná se o přírůstkové odsazení od dolní části modelu.
- Vršek polotovaru: jedná se o přírůstkové odsazení od vršku polotovaru.
- Spodek polotovaru: jedná se o přírůstkové odsazení od spodku polotovaru.
- Vybrané kontury: jedná se o přírůstkové odsazení od kontury vybrané na modelu.
- Výběr: jedná se o přírůstkové odsazení od bodu (vrcholu), hrany nebo plochy vybrané(ho) v modelu.
- Počátek (absolutní): jedná se o absolutní odsazení od počátku, který je definován v možnosti Nastavení nebo Orientace nástroje v rámci určité operace.
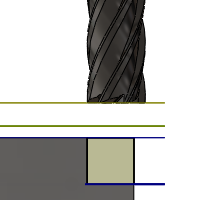
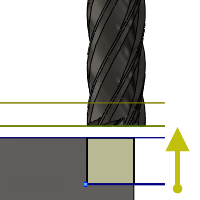
- K šířce zkosení: umožní nástroji zavrtat se natolik, aby vznikla šířka zkosení, která odpovídá vstupnímu parametru. Vstupní parametr nesmí překročit šířku zkosení nástroje. Vypočítané odsazení výšky závisí na parametrech nástroje (průměr, průměr špičky a úhel špičky) a na průměru díry. Možné výběry zahrnují válcové plochy, kružnice a oblouky.
- K průměru zkosení: průměr nové díry je roven vstupnímu parametru. Proto vstupní parametr nesmí překročit průměr nástroje. Vypočtené odsazení výšky závisí na parametrech nástroje a nezávisí na výběru děr. Možné výběry zahrnují válcové plochy, kružnice a oblouky.
Dolní odsazení:
Použije se dolní odsazení, které je ovlivněno tím, jaký režim výšky spodku byl vybrán v rozevíracím seznamu výše.
Vybrání
Určuje válcovou rovinu, do které se nástroj vrátí na začátku a na konci operace. Lze vybrat následující válcové roviny:
Vůle
- Vnější průměr modelu
- Vnější průměr modelu
- Vnější mez
- Vnitřní mez
- Vnitřní průměr modelu
- Vnitřní průměr polotovaru
- Výběr
- Poloměr
- Průměr
Odsazení bezpečné vzdálenosti:
Určuje hodnotu odsazení bezpečné vzdálenosti.
Vnější poloměr
Určuje radiální omezující oblast vymezením vnějšího radiálního rozsahu dráhy nástroje. Lze vybrat následující možnosti:
Vnější poloměr
- Vnější průměr modelu
- Vnější průměr modelu
- Vnitřní mez
- Vnitřní průměr modelu
- Vnitřní průměr polotovaru
- Výběr
- Poloměr
- Průměr
Odsazení vnějšího poloměru:
Určuje hodnotu odsazení vnějšího poloměru.
Vnitřní poloměr
Určuje radiální omezující oblast vymezením vnitřního radiálního rozsahu dráhy nástroje. Lze vybrat následující možnosti:
Vnitřní poloměr
- Vnější průměr modelu
- Vnější průměr modelu
- Vnější mez
- Vnitřní průměr modelu
- Vnitřní průměr polotovaru
- Výběr
- Poloměr
- Průměr
Odsazení vnitřního poloměru:
Určuje hodnotu odsazení vnitřního poloměru.
Nástroj…
Otevře dialog Knihovna nástrojů.
Dokončovací krok
Určuje, že se má provést dokončovací krok.
Dokončovací krok
Z opačné strany
Určuje, že dráha nástroje začíná na opačné straně součásti.
Nevybráno
Vybrané
Použít zeslabení třísek
Tuto možnost povolte, chcete-li povolit stáčení při řezání, a docílit tak odebírání tenkých třísek.
Výška zdvihu:
Určuje vzdálenost zdvihu během změny polohy.
Výška zdvihu 0
Výška zdvihu 0,1 palce
Rychlost posuvu bez záběru:
Určuje rychlost posuvu v případě pohybů, kdy nástroj není v kontaktu s materiálem, ale také neprobíhá jeho návrat.
Použít obrábění drážky
Chcete-li spustit kapsovací obrábění s drážkou podél jeho středu před pokračováním spirálovým pohybem směrem ke stěně kapsy, povolte tuto možnost.
Tuto funkci lze u některých kapes použít k omezení napojovacího pohybu v rozích.
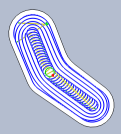
Použít obrábění drážky – povoleno
Použít obrábění drážky – zakázáno
Šířka obrábění drážky:
Jedná se o šířku počátečního obrábění drážky podél středu kapsy před pokračováním spirálovým pohybem směrem ke stěnám kapsy.
Šířka obrábění drážky
Přídavek kompenzace poloměru:
Tento parametr určuje rozsah průměrů nástrojů, které lze bezpečně použít, nikoli pouze průměr nástroje, který byl pro operaci vybrán.
Povolený rozsah poloměrů nástroje začíná na průměru vybraného nástroje a končí u součtu poloměru vybraného nástroje a daného přídavku.
Vytvořit ostré rohy
Určuje, že mají být vynuceny ostré rohy.
Zkosení
Určuje, že operace konturování poslouží k vytvoření zkosení.
Tipy k výběru geometrie:
Ostré rohy
Ostré rohy – vyberte ostrý roh a definujte velikost zkosení pomocí parametru Šířka zkosení.
Zkosené hrany
Zkosené hrany – vyberte dolní hranu zkosení. Šířka zkosení se vypočítá automaticky.
Seřadit podle ostrůvků
Určuje pořadí provádění řezů do hloubky v případě více profilů.
Zakázáno
Zakázáno – řezy do hloubky budou řazeny podle hloubky.
Povoleno
Povoleno – řezy do hloubky budou řazeny podle profilu.
Povolit nerovnosti stranového kroku
Při programování plochých ploch pomocí nástroje s poloměrem v rohu, může mezi stranovými kroky dojít k vytvoření nerovnosti (vroubku).
Ve výchozím nastavení bude hodnota maximálního stranového kroku přepsána, aby se zajistilo, že nedojde k vytvoření nerovností stranových kroků.
Povolit nerovnosti stranového kroku – zakázáno
Povolit nerovnosti stranového kroku – povoleno
Nahoře – kapsa je obráběna frézou s torickým zakončením o průměru 3/8" při maximálním stranovém kroku v hodnotě 0,25".
Obrobit přímo
Umožňuje vyhnout se obrábění podél strmých oblastí pomocí automatického výběru nejlepšího směru rovnoběžných záběrů.
Jednoduché řazení
Chcete-li vynutit jednoduché řazení ve směru řezání místo řazení podle nejkratší vzdálenosti, povolte tuto možnost. Tuto funkci lze použít, když se v některých případech chcete vyhnout stopám na obráběné součásti. Čas obrábění se však v důsledku dodatečných napojovacích záběrů prodlouží.
Odsazení polotovaru:
Určuje vzdálenost odsazení kontur polotovaru směrem ven.
Odsazení polotovaru
Odsazení polotovaru:
Určuje vzdálenost, o kterou se hranice obrábění prodlouží za hranice polotovaru ve směru os X a Y.
Odsazení polotovaru
Vzdálenost konce nájezdu/odjezdu:
Určuje vzdálenost, ve které začíná rychlost posuvu při odjezdu před koncem vybrané geometrie.
0 palců
0,5 palce
Režim vnějšího rohu
Chcete-li při obrábění vnějších rohů zachovat dokonalou ostrost rohu, může být nutné vyhnout se stáčení kolem rohu.
Nastavení režimu vnějšího rohu umožňuje obrábění vnějších rohů třemi rozdílnými způsoby.
- Stočit kolem rohu – nástroj se v průběhu celého pohybu dotýká rohu.
- Ponechat ostrý roh – dráha nástroje pokračuje k rohu tvořenému jediným bodem a dočasně se materiálu přestane dotýkat.
- Ponechat ostrý roh se smyčkou – funguje podobně jako možnost Ponechat ostrý roh, také však provede vodorovný nájezd a odjezd do/z rohu.
Zachovat pořadí
Určuje, že prvky budou obrobeny v pořadí, v jakém byly vybrány. Pokud nejsou vybrány, aplikace Inventor HSM provede optimalizaci pořadí obrábění.
Maximální úhel (°):
Určuje maximální úhel zanoření záběrů.
Minimální úhel:
Nejmenší úhel (od osy Z orientace nástroje) děr k obrobení.
Maximální úhel:
Největší úhel (od osy Z orientace nástroje) děr k obrobení.
Minimální průměr:
Jedná se o průměr nejmenších děr k obrobení.
Maximální průměr:
Jedná se o průměr největších děr k obrobení.
Režim řezání:
Režim řezání určuje způsob obrábění stran.
Jeden záběr
Od dolní části
Oříznout od dolní části
Shora
Oříznout od horní části
Spirála
Morfovat
Režim řezání:
Režim řezání určuje způsob obrábění v parametrických směrech (podle normy ISO) vybraných povrchů.
- Oříznutí není možné. – odeberte nerealizovatelné pohyby dráhy nástroje.
- Chyba při nemožnosti pokračovat – nastane chyba, pokud dojde k vytvoření nerealizovatelných pohybů dráhy nástroje.
- Otočit při nemožnosti – provede „otočení“ od nerealizovatelných segmentů dráhy nástroje.
Tloušťka polotovaru
Určuje celkovou tloušťku polotovaru.
Tloušťka polotovaru
Odsazení nástroje:
Určuje dodatečné odsazení podél osy nástroje vzhledem k dolní vodicí křivce.
Překrytí záběru:
Určuje vzdálenost, o kterou je třeba prodloužit obrábění v případě uzavřeného záběru.
Maximální vzdálenost rozevření:
Určuje maximální vzdálenost, ve které lze rozevřít osu nástroje.
Vzdálenost tečné části protažení:
Určuje tečné prodloužení záběrů.
Bezpečná vzdálenost nástroje:
Určuje dodatečný úhel bezpečné vzdálenosti nástroje.
Obrobit uvnitř
Umožňuje určit, že se má pomocí operace obrobit vnitřní průměr obrobku.
Možnost Obrobit uvnitř je zakázána
Možnost Obrobit uvnitř je povolena
Použít koník
Koník se používá k podpoře podélné osy rotace obráběného obrobku. To je užitečné zejména u relativně dlouhých a tenkých obrobků. Pokud není použit koník, obrobek se může při řezání nadměrně ohýbat a může docházet k vibracím.
Použít lapač součásti
Chcete-li aktivovat lapač součásti (pokud je k dispozici), povolte tuto možnost.
Přejít do parkovací pozice:
Určuje výchozí pozici na začátku a konci dráhy nástroje. Názvy čtyř dostupných možností samy vypovídají o jejich funkcích:
- Nepřecházet do parkovací pozice,
- Na začátku přejít do parkovací pozice,
- Na konci přejít do parkovací pozice,
- Na začátku a na konci přejít do parkovací pozice.
Režim:
V závislosti na strategii soustružení toto nastavení určuje, zda nástroj obrábí axiálně nebo radiálně a směr přiblížení a návratu.
- Vnější drážkování – Nástroj se přibližuje k polotovaru zvenku / vrací se směrem ven a obrábí osově.
- Vnitřní drážkování – Nástroj se přibližuje k polotovaru od osy / vrací se směrem k ose a obrábí osově.
Omezení
Cílem operací soustružení je odebrání veškerého zbývajícího materiálu polotovaru, který lze odebrat pomocí vybraného typu operace. Pomocí tlačítka Omezení lze vybrat hranice omezení, a uzavřít tak dráhy nástrojů v konkrétní oblasti. Oblasti omezení lze definovat kombinací hran, povrchů a bodů náčrtu.
Přední stranové odsazení polotovaru:
Určuje vzdálenost obrábění za hranicí přední strany modelu.
Zadní odsazení polotovaru:
Určuje vzdálenost obrábění za hranicí zadní strany modelu.
Plochy závitu
Jedná se tlačítko výběru ploch, na kterých má být vytvořen závit.
Použít zpět od přední části
Povolte
Zarovnání strany zápichu:
- Zpět – Odsadí nástroj od vybrané geometrie zápichu v záporném směru osy Z (směrem k zadní části polotovaru).
- Střed – Vystředí nástroj podle vybrané geometrie zápichu.
- Přední – Odsadí nástroj od vybrané geometrie zápichu v kladném směru osy Z (směrem k přední části polotovaru).
Zarovnání špičky zápichu:
- Řezat-skrz – Špička nástroje v případě vnějšího zapichování vystoupí za vybranou radiální vzdálenost v záporném radiálním směru a v případě vnitřního zapichování v kladném radiálním směru. Důležité: Výběr mezi vnitřním a vnějším zapichováním se zobrazí na kartě Nástroj, nikoliv na kartě Geometrie.
- Špička – Špička nástroje se zastaví ve vybrané radiální vzdálenosti.
Hrubovací překrytí:
Určuje radiální překrytí hrubovacích záběrů.
Povolit drážkování
Úhel lineárního nájezdu:
Určuje směr nájezdu.
Protažení nájezdu:
Určuje protažení nájezdu.
Úhel lineárního odjezdu:
Určuje směr odjezdu.
Prodloužení odjezdu:
Určuje prodloužení odjezdu.
Nájezd nebo odjezd na střed
Stanoví, že má být pohyb nájezdu nebo odjezdu veden do středu geometrie.
Maximální stranový krok drážkování:
Určuje maximální stranový krok drážkování.
Vzor drážkování:
Existují tři možnosti vzorů drážkování:
- Úplný krok dolů –
- Částečný krok dolů –
- Stranové s částečným krokem dolů –
Vzdálenost zpětného odskoku:
Určuje vzdálenost pohybu směrem zpět od polotovaru před návratem.
Přesun polotovaru
Použít přerušování záběru
Chcete-li aktivovat možnosti přerušování záběru, povolte tuto možnost.
Hloubka přerušení záběru:
Určuje hloubku přerušení záběru.
Návrat přerušovaného záběru:
Určuje množství návratů při přerušovaném záběru.
Použít sníženou rychlost přísuvu
Chcete-li při zapichování nebo dělení snížit rychlost posuvu, povolte tuto možnost.
Poloměr snížení rychlosti dělicího posuvu:
Určuje poloměr, při kterém má být snížena rychlost posuvu při dělení.
Snížená rychlost posuvu:
Určuje sníženou rychlost posuvu, která se má použít v rozích.
Optimalizace posuvu
Určí, že posuv má být v rozích zmenšen.
Maximální změna směru:
Určuje maximální úhlovou změnu. Pokud bude překročena, sníží se rychlost posuvu.
Zmenšený poloměr posuvu:
Určuje minimální poloměr, po jehož překročení se posuv zmenší.
Zkrácená vzdálenost posuvu:
Určuje vzdálenost zkrácení posuvu před rohem.
Snížená rychlost posuvu:
Určuje sníženou rychlost posuvu, která se má použít v rozích.
Pouze vnitřní rohy
Rychlost posuvu se sníží pouze u vnitřních rohů.
Oba směry
Určuje, že se v operaci použije k obrobení otevřených profilů sousledné i nesousledné frézování.
Nevybráno
Vybrané
Odsazení roztečného průměru:
Vytvoří kladné nebo záporné odsazení průměru od vybrané geometrie.
Ruční závitování:
- Pravostranné
- Levostranný
Hloubka závitu:
Určuje hloubku závitu.
Stoupání závitu:
Určuje stoupání závitu.
Provést vícechodý závit
Chcete-li zadat počet závitů, povolte tuto možnost.
Počet závitů:
Určí počet závitů.
Režim přísuvu:
Nájezd odpovídá hloubce řezu na jeden záběr a je velmi důležitý při závitování. Každý následující záběr použije větší část řezné hrany vložky. Existují dvě možnosti režimu nájezdu.
- Konstantní kroky – Pokud je vybrána tato možnost, mezi dvěma záběry se může velmi zvýšit řezná síla a objem odebíraného kovu. Příklad: Při vytváření závitu s 60° stoupáním pomocí konstantního nájezdu o 0,01" na jeden záběr hod odebere druhý záběr trojnásobný objem kovu než první záběr. S každým následujícím záběrem se nadále exponenciálně zvětšuje objem odebíraného kovu.
- Optimalizované kroky – Tato možnost udržuje mnohem realističtější řezné síly a s každým záběrem snižuje hloubku řezu. Jedná se o doporučené nastavení, protože brání zvyšování objemu odebíraného kovu, ke kterému dochází při použití konstantního nájezdu.
Úhel přísuvu:
Určuje úhel přísuvu.
Šikmé ukončení závitu
Chcete-li závit na konci plynule ukončit, povolte tuto možnost.
Pružinový záběr
Tuto možnost povolte, chcete-li provést poslední dokončovací záběr dvakrát, a odebrat tak materiál polotovaru, který zbyl v důsledku vychýlení nástroje.
Použít cyklus
Povolte
Polotovar ve sklíčidle:
Určuje množství polotovaru v čelisti.
Uvolnit polotovar:
Určuje množství polotovaru, které se má vysunout z aktuální čelisti.
Rychlost posuvu při dokončování:
Rychlost posuvu použitá při závěrečném dokončovacím záběru.
Vzdálenost tečného prodloužení:
Určuje vzdálenost, o kterou se tečně prodlouží otevřené kontury.
Žádné tečné prodloužení
Tečné prodloužení 10 mm
Samostatné tečné protažení konce
Určuje vzdálenost, o kterou se na konci tečně prodlouží otevřené kontury.
Délka lineárního nájezdu nebo odjezdu:
Určuje délku lineárního nájezdu nebo odjezdu.
Počet kroků:
Určuje počet radiálních kroků.
Typ nastavení
Určí metodu obrábění.
Frézování
Frézování – možnost frézování použijte při zpracování drah nástrojů pro frézu bez ohledu na konfiguraci.
Soustružení
Soustružení popřípadě frézování nebo soustružení – možnost soustružení použijte při zpracování drah nástrojů pro soustruh, včetně soustruhů s aktivními konfiguracemi práce s nástroji a frézování nebo soustružení.
Měřítko
Určuje měřítko modelu.
Definice polotovaru
Automatické
Automatické – vytvoří krychlové těleso polotovaru, které je větší než model, pomocí zadaných hodnot odsazení.
Válcový
Válcové – vytvoří válcové těleso polotovaru kolem definované osy.
Z tělesa
Z tělesa – umožňuje plnou kontrolu nad definicí polotovaru pomocí objemového tělesa v součásti složené z více těles nebo ze souboru součásti v sestavě.
Od vysunutého náčrtu
Od vysunutého náčrtu – vytvoří těleso polotovaru z náčrtu.
Obrátit směr
Určuje, který směr vysunutí z náčrtu má být obrácen.
Režim odsazení polotovaru
Určuje způsob přidání polotovaru do modelu.
Žádný další polotovar
Žádný dodatečný polotovarl – k velikosti polotovaru nebudou přidány žádné hodnoty odsazení.
Přidat přídavek na strany, vršek a spodek
Přidat přídavek na strany, vršek a spodek – použije se symetrické odsazení polotovaru na všech stranách. Horní a dolní odsazení má jedinečné hodnoty.
Přidat přídavek na všechny strany
Přidat přídavek na všechny strany – použijí se jedinečné hodnoty pro všechny směry odsazení.
Odsazení strany polotovaru:
Určuje dodatečný materiál polotovaru na stranách.
Odsazení vršku polotovaru:
Určuje dodatečný materiál polotovaru na horní straně.
Odsazení spodku polotovaru:
Určuje dodatečný materiál polotovaru na dolní straně.
Odsazení polotovaru v kladném směru osy X:
Určuje odsazení polotovaru.
Odsazení polotovaru v záporném směru osy X:
Určuje odsazení polotovaru.
Odsazení polotovaru v kladném směru osy Y:
Určuje odsazení polotovaru.
Odsazení polotovaru v záporném směru osy Y:
Určuje odsazení polotovaru.
Odsazení polotovaru v kladném směru osy Z:
Určuje odsazení polotovaru.
Odsazení polotovaru v záporném směru osy Z:
Určuje odsazení polotovaru.
Použít poloměr polotovaru
Určuje poloměr válcového polotovaru místo použití hodnoty odsazení.
Poloměr polotovaru:
Určuje poloměr polotovaru.
Radiální odsazení polotovaru:
Určuje radiální odsazení polotovaru.
Počátek WCS
Určuje umístění pracovního souřadnicového systému (základna) nastavení vzhledem k polotovaru.
Výběr počátku WCS
Orientace výše uvedeného pracovního souřadnicového systému je definována pomocí okna výběru orientace pracovního souřadnicového systému.
Parkovací pozice
Určuje parkovací pozici podél osy Z.
Odsazení pracovního souřadnicového systému
Identifikuje požadovaný pracovní souřadnicový systém obrobku (WCS) pro nastavení. Namapování tohoto čísla na skutečný pracovní souřadnicový systém na stroji je úkolem konfigurace postprocesoru.
Pracovní duplikáty
Určuje počet duplikátů obrobku. Jedná se o celkový počet instancí.
Přírůstek odsazení pracovního souřadnicového systému
Určuje přírůstek odsazení posunutí polohy, který se použije k duplikování obrobku.
Pořadí operace
Určuje pořadí jednotlivých operací.
Kontury polotovaru
Určuje obvod polotovaru, který je třeba změnit na plochu.
Zakázáno
Zakázáno – použije se obvod polotovaru definovaný v nastavení.
Povoleno
Povoleno – vybrané plochy nebo hrany budou promítnuty na horní část modelu.
Tolerance porovnání
Používá se při porovnání stejnosti dvou entit, například zda dvě díry mají stejný průměr.
Jedná se o rozšířený parametr. Zobrazuje se pouze tehdy, když je povolen pokročilý režim.
Orientace vřetene pro odskok
Orientace vřetena, která se použije při posunu během vrtání. Všimněte si, že ne všechny řídící systémy CNC plně podporují řízení orientace vřetena.
Rychlý 3D režim
Jedná se o nejrychlejší režim simulace. Simulace je provedena v omezeném rozlišení kontrolovaném pomocí šoupátka kvality. Tento režim je dostupný pouze při simulaci tříosých frézovacích operací se stejnou orientací nástroje. V tomto režimu nelze simulovat podřezání.
Režim tělesa
Toto je nejpružnější režim. Kvalita polotovaru je lepší než v rychlém 3D režimu, ale je provedena v toleranci řízené šoupátkem kvality. Tento režim nabízí nejlepší výsledky při soustružení a podporuje vícejádrové procesory pro rychlou simulaci.
Režim vysoké kvality
Režim vysoké kvality může v některých případech poskytnout lepší vizualizaci polotovaru a rychlejší aktualizaci než ostatní režimy. Polotovar však musí být aktualizován při každém přiblížení nebo otočení ve zobrazení modelu.
Rychlý režim
Rychlý režim často poskytuje dobré výsledky pro dráhu nástroje při frézování. Také podporuje vícejádrové procesory pro rychlou simulaci a často poskytne výsledek rychleji, než by bylo možné v režimu tělesa. U soustružení je však stále vhodnější režim tělesa.
Počet
Jedná se o číslo, které se použije k výběru nástroje na stroji CNC.
Délkové odsazení
Jedná se o index odsazení délky nástroje. Tento parametr se obvykle nastavuje při používání nástrojů s více špičkami indexovanými podle délky.
Odsazení průměru
Jedná se o index odsazení průměru nástroje.
Odsazení kompenzace
Jedná se o index kompenzačního odsazení nástroje použitého k soustružení.
Ruční výměna nástroje
Tuto možnost povolte, chcete-li vynutit ruční výměnu nástroje u stroje s automatickou výměnou nástrojů.
Kontrola poškození
Tuto možnost povolte, chcete-li po použití nástroje zkontrolovat jeho poškození.
Chladivo:
Jedná se o typ chladiva použitého s nástrojem.
Materiál
Jedná se o materiál nástroje.
Popis
Jedná se o textový popis nástroje. Tento popis je zahrnut v názvu nástroje, který se zobrazuje v aplikaci Inventor HSM.
Komentář
Jedná se o textový komentář k nástroji. Komentář je obvykle součástí výstupu generovaného postprocesorem.
Dodavatel
Jedná se o dodavatele nástroje. Slouží k identifikaci konkrétního použitého nástroje.
ID produktu
Jedná se o identifikátor (ID) nástroje dodavatele. Slouží k identifikaci konkrétního použitého nástroje.
Typ
Jedná se o typ nástroje.
Jednotka
Jedná se o jednotku nástroje.
průměr,
Jedná se o průměr řezacího nástroje.
Průměr špičky
Jedná se o průměr špičky řezacího nástroje.
Poloměr rohu
Jedná se o poloměr rohu řezacího nástroje.
Úhel zúžení
Jedná se o úhel zúžení.
Úhel špičky
Jedná se o úhel špičky nástroje. Tento úhel se používá k výpočtu dodatečné hloubky, která je potřebná k tomu, aby nástroj pronikl do materiálu.
Délka břitu
Jedná se o délku břitu nástroje.
Délka ramene
Jedná se o délku hřbetu nástroje.
Délka tělesa
Jedná se o vyložení nástroje.
Průměr dříku
Jedná se o průměr dříku nebo upínacího trnu nástroje.
Stoupání závitu:
Jedná se o stoupání závitu závitníku určené svislou vzdáleností mezi zuby závitníku.
Použít konstantní řeznou rychlost
Chcete-li automaticky přizpůsobovat otáčky vřetena při změnách poloměru řezání, a udržovat tak konstantní řeznou rychlost nástroje na obrobku, povolte tuto možnost. Konstantní řezná rychlost (CSS) je ve většině strojů určena pomocí kódu G96.
Rychlost vřetena:
Jedná se o rotační rychlost vřetena.
Průměr polotovaru
Jedná se o průměr soustruženého polotovaru.
Řezná rychlost:
Jedná se o rychlost vřetena, která je vyjádřena jako rychlost nástroje na povrchu.
Rychlost vřetena na rampě:
Jedná se o rotační rychlost vřetena při provádění pohybů na rampě.
Počet břitů:
Jedná se o počet řezacích břitů na nástroji.
Použít posuv na rotaci
Chcete-li automaticky přizpůsobovat rychlost posuvu otáčkám vřetena, a udržovat tak konstantní rychlost obrábění, povolte tuto možnost.
Rychlost řezného posuvu:
Jedná se o posuv použitý při řezání.
Posuv na zub:
Jedná se o rychlost řezného posuvu, která je vyjádřena jako hodnota posuvu na zub.
Rychlost posuvu při nájezdu:
Jedná se o posuv použitý při nájezdu do řezného pohybu.
Rychlost posuvu při odjezdu:
Jedná se o posuv použitý při odjezdu z řezného pohybu.
Rychlost posuvu rampy:
Jedná se o posuv použitý při provádění spirálovitého rampování do polotovaru.
Rychlost posuvu při zanoření:
Jedná se o posuv použitý při zanořování do polotovaru.
Posuv na rotaci:
Jedná se o rychlost posuvu při zanoření, která je vyjádřena jako hodnota posuvu na rotaci.
Rychlost posuvu při návratu:
Jedná se o posuv, který se používá při návratu a nepoužití rychloposuvu (G0).
Prodloužení zkosení:
Jedná se o vzdálenost, o kterou se má prodloužit záběr řezající zkosení.
Úhel zkosení
Jedná se o úhel zkosení měřený od osy Z.
Vzdálenost tečného protažení konce:
Určuje vzdálenost, o kterou se na konci tečně prodlouží otevřené kontury.
Seřadit podle kroku
Pokud je tato možnost povolena, každý hrubovací a dokončovací krok bude před přechodem k dalšímu kroku obroben do plné hloubky.
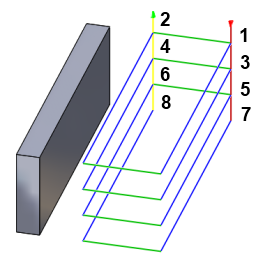
Seřadit podle kroku – zakázáno
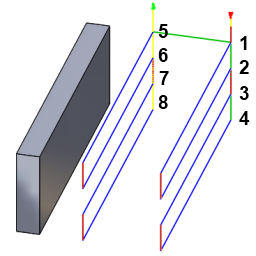
Seřadit podle kroku – povoleno
Držák a držák
Při používání nástroje s držákem je možné vybrat si v závislosti na strategii obrábění jeden z pěti různých režimů dříku a držáku. U dříku i držáku nástroje lze řešit kolize a lze jim přiřadit vlastní bezpečné vzdálenosti.
- Zakázáno – ignoruje kolize dříku a držáku.
Zakázáno
- Vytáhnout – dráha nástroje se v zájmu zachování bezpečné vzdálenosti mezi dříkem a/nebo držákem vytáhne od obrobku.
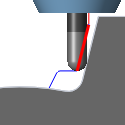
Vytáhnout
- Oříznuto – části dráhy nástroje, které zasahují do bezpečné vzdálenosti mezi dříkem a/nebo držákem, budou oříznuty.
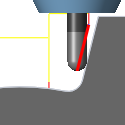
Oříznuto
- Detekovat délku nástroje – nástroj se automaticky rozšíří dále od držáku, aby byla zachována určená bezpečná vzdálenost mezi dříkem a/nebo držákem a obrobkem. Do protokolu se uloží zpráva o vzdálenosti, o kterou byl nástroj vysunut z držáku.
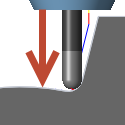
Detekovat délku nástroje
- Chyba při kolizi – při narušení bezpečné vzdálenosti se výpočet dráhy nástroje zruší a do protokolu se uloží chybová zpráva.
Použít dřík
Určí, že se ve výpočtu dráhy nástroje použije dřík vybraného nástroje (aby nedocházelo ke kolizím).
Bezpečná vzdálenost dříku:
Dřík nástroje zůstane vždy v této vzdálenosti od součásti.
Použít držák
Určí, že se ve výpočtu dráhy nástroje použije držák vybraného nástroje (aby nedocházelo ke kolizím).
Bezpečná vzdálenost držáku:
Držák nástroje zůstane vždy v této vzdálenosti od součásti.
Držák
Při použití nástroje s držákem lze vybrat jeden ze tří různých režimů držáku. U držáku nástroje lze řešit kolize a lze definovat samostatné volné prostory.
- Zakázáno – ignoruje kolize dříku a držáku.
Zakázáno
- Vytáhnout – dráha nástroje se v zájmu zachování bezpečné vzdálenosti mezi dříkem a/nebo držákem vytáhne od obrobku.
Vytáhnout
- Chyba při kolizi – při narušení bezpečné vzdálenosti se výpočet dráhy nástroje zruší a do protokolu se uloží chybová zpráva.
Výška nerovností
Výška nerovností je teoretické dokončení povrchu vytvořené po sobě jdoucími drahami nástroje, které ponechal poloměr řezacího nástroje. Menší průměr nástroje nebo větší stranový krok vytvoří vyšší nerovnosti.
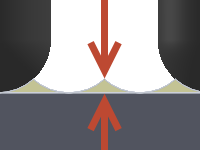
Výška nerovností
Obrobit strmé oblasti
Určuje, že budou přidány další záběry na místech, kde je povrch strmý kolmo ke směru obrábění. Je to důležité v případě forem na vstřikování plastů, kde musí být směr obrábění konzistentní, aby se zabránilo vzniku stop na součástech.
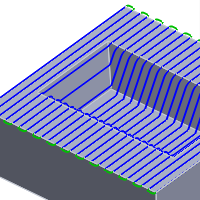
Zakázáno
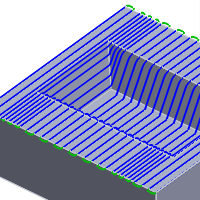
Povoleno
Minimální strmý stranový krok:
Definuje minimální stranový krok, který se použije v případě, kdy je povolena možnost Obrobit strmé oblasti, nezávisle na velikosti kroku dolů.
Maximální strmý krok dolů:
Definuje maximální strmý krok dolů.
Přidat kolmé záběry
Chcete-li přidat sadu záběrů kolmých k definovanému směru obrábění, abyste omezili výskyt nerovností vzniklých obráběním, povolte tuto možnost.
Zakázáno
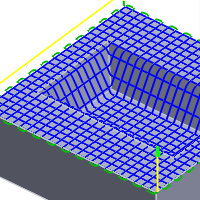
Povoleno
Režim Spirála:
- Spirála – vytvoří dráhu, která vede po spirále směrem od středového bodu, dokud nedosáhne omezující hranice nebo maximálního poloměru.
Spirála
- Spirála s kružnicemi – u minimálního a maximálního poloměru přidá kruhovou dráhu nástroje. Kruhové dráhy nástroje se přidají pouze v případě, že je minimální poloměr větší než 0 a maximální poloměr menší než poloměr omezující hranice.
Spirála s kružnicemi
- Soustředné kružnice – vytvoří propojené dráhy ve formě soustředných kružnic. Výsledné dráhy utvoří spíše kruhové, než spirálové pole.
Soustředné kružnice
- Morfované spirálové – vytvoří spirálu z tvaru, který není zaoblený.
Použít morfované spirálové obrábění
Chcete-li pro kapsu vytvořit dráhu nástroje s konstantním spirálovitým pohybem, povolte tuto možnost. Tím můžete zajistit hladký běh stroje.
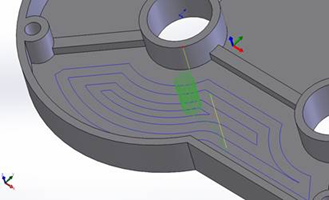
Standardní 2D kapsovací dráha nástroje
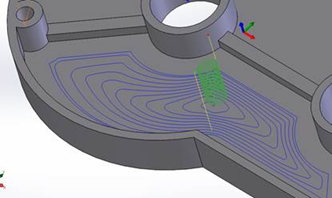
Morfovaná spirálová 2D kapsovací dráha nástroje
Zaoblení
Tuto možnost povolte, chcete-li zadat poloměr zaoblení.
Poloměr zaoblení:
Určete poloměr zaoblení.
Obrábět oblasti podle hranic
Pokud je tato možnost povolena, záběry jsou generovány pomocí všech prvků omezení (hranicemi obrábění, sklonem, výškami atd.). Pokud je tato možnost zakázána, záběry jsou generovány pomocí hranic obrábění a výsledkem jsou záběry, které nesledují povrch.
Překrytí hranice:
Při použití omezení spádu a/nebo zbytkového obrábění u operace rovnoměrného dokončení lze zaškrtnout políčko Obrábět oblasti podle hranic, a zahájit tak odsazování dráhy nástroje od hranic vytvořených na základě detekování spádu a/nebo zbytkového materiálu.
Můžete určit překrytí hranic, aby se hranice detekovaného rozsahu spádu nebo zbytkové oblasti prodloužily o zadanou míru překrytí.
Seřadit odspoda nahoru
Konturové záběry jsou obvykle seřazeny odshora dolů. Chcete-li určit, aby byly záběry seřazeny odzdola nahoru, zaškrtněte toto políčko.
Řazení se provádí tak, že se nejprve provedou záběry s nejmenší orientací nástroje na úrovni Z v rámci jediné operace pro více kontur. Tato metoda je velmi užitečná při obrábění křehkých materiálů, jako je grafit.
Odsazení kontury:
Tato hodnota se používá k odsazení středu nástroje od generované dráhy nástroje o určenou vzdálenost.
Režim morfování:
- Jednoduché – jedná se o lineární interpolaci mezi body.
- Nejbližší – jedná se o morfování z koncového bodu do koncového bodu.
- Automatické – jedná se o automatické morfování mezi body.
Použít stranový krok
Tuto možnost povolte, chcete-li automaticky přidat potřebné stranové kroky.
Počet odsazených stranových kroků:
Jedná se o počet odsazených stranových kroků použitých u operace morfování.
Počet stranových kroků:
Jedná se o počet hrubovacích kroků.
Směr nahoru nebo dolů:
- Nahoru a dolů –
- Pouze dolů –
- Pouze nahoru –
Překrytí záběru:
Určuje vzdálenost přesahu záběrů rozdělených z důvodu obrábění nahoru nebo dolů.
Počet stranových kroků:
Jedná se o počet dodatečných kroků na každé straně tužkové násady.
Isometrický směr:
Určuje, zda provést tok Podél u (podobné ose X v kartézském souřadnicovém systému), nebo tokPodél v (podobné ose Y v kartézském souřadnicovém systému).
- Podél u
- Podél v
Použít víceosé
Určuje, že nástroj musí sledovat normály povrchu.
Víceosý náklon
Chcete-li zabránit kolizi s držákem při používání krátkých nástrojů, povolte víceosý náklon.
Náklon vpřed:
Určuje počet stupňů, o které musí být nástroj nakloněn dopředu.
Boční náklon:
Určuje počet stupňů, o které musí být nástroj nakloněn do strany.
Minimální náklon:
Určuje minimální povolený náklon od osy nástroje vybrané operace.
Maximální náklon:
Určuje maximální povolený náklon od osy nástroje vybrané operace.
Maximální vzdálenost rozevření:
Určuje maximální vzdálenost, ve které lze rozevřít osu nástroje.
Maximální délka segmentu:
Určuje maximální délku jednotlivých segmentů v generované dráze nástroje.
Maximální tažení osy nástroje:
Určuje maximální změnu úhlu při tažení nástroje v jedné ose v generované dráze nástroje.
Upínky
Na dráze nástroje 2D kontura můžete přidat upínky a upevnit tak obrobek při obrábění okolního materiálu. Upínky jsou velmi užitečné při řezání tenkého plastu nebo dřeva pomocí 2D routerů.
- Tvar – zvolte mezi následujícími možnostmi tvarů upínek: Obdélníkové nebo Trojúhelníkové.
- Šířka – zadejte hodnotu šířky karty.
- Výška – zadejte hodnotu výšky karty.
- Pozicování – Můžete nastavit vzdálenost mezi upínkami na konkrétní numerickou hodnotu (Podle vzdálenosti) nebo vybrat body podél trasy kontury, kterými označíte požadované pozice upínek (V bodech).
- Vzdálenost – zadejte hodnotu vzdálenosti mezi upínkami.
- Polohy – pomocí ukazatele myši vyberte body podél trasy kontury, které označují umístění upínek.
Obdélníkové upínky
Trojúhelníkové upínky