|
Přístup: |
Pás karet:
karta CAM  panel 2D frézování
2D kapsa
panel 2D frézování
2D kapsa

|
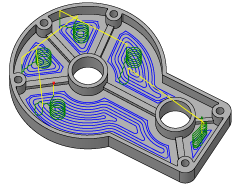
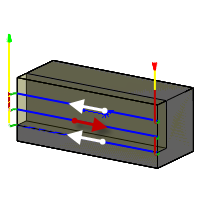
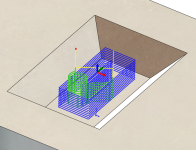
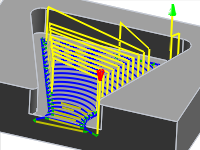
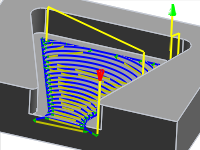
Operace 2D kapsa vytvoří kapsovací trajektorii nástroje ze zřetězených kontur, nikoliv z povrchů nebo těles. U stěn lze definovat úhel zúžení. Vybrat lze také pozice předvrtání a vstupů.
 Nastavení na kartě Nástroj
Nastavení na kartě Nástroj
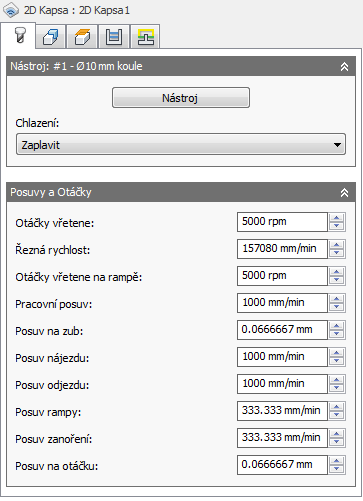
Chladivo:
Jedná se o typ chladiva použitého s nástrojem.
Rychlost vřetena:
Jedná se o rotační rychlost vřetena.
Řezná rychlost:
Jedná se o rychlost vřetena, která je vyjádřena jako rychlost nástroje na povrchu.
Rychlost vřetena na rampě:
Jedná se o rotační rychlost vřetena při provádění pohybů na rampě.
Rychlost řezného posuvu:
Jedná se o posuv použitý při řezání.
Posuv na zub:
Jedná se o rychlost řezného posuvu, která je vyjádřena jako hodnota posuvu na zub.
Rychlost posuvu při nájezdu:
Jedná se o posuv použitý při nájezdu do řezného pohybu.
Rychlost posuvu při odjezdu:
Jedná se o posuv použitý při odjezdu z řezného pohybu.
Rychlost posuvu rampy:
Jedná se o posuv použitý při provádění spirálovitého rampování do polotovaru.
Rychlost posuvu při zanoření:
Jedná se o posuv použitý při zanořování do polotovaru.
Posuv na rotaci:
Jedná se o rychlost posuvu při zanoření, která je vyjádřena jako hodnota posuvu na rotaci.
 Nastavení na kartě Geometrie
Nastavení na kartě Geometrie
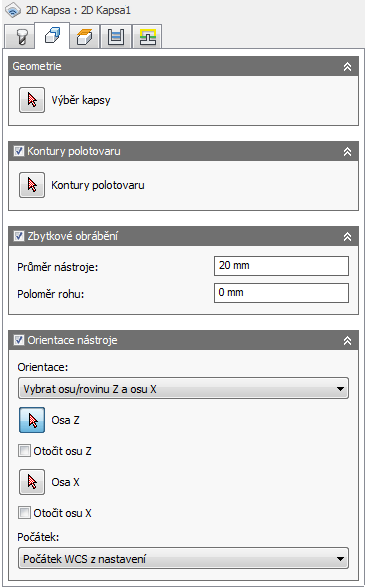
Kontury polotovaru
Chcete-li určit obvod polotovaru, který je třeba změnit na plochu, povolte tuto možnost.
Zbytkové obrábění
Omezí operaci tak, aby byl odstraněn pouze materiál, který nemohla odstranit předchozí operace či nástroj.
Zbytkové obrábění zapnuto
Zbytkové obrábění vypnuto
Průměr nástroje:
Určuje průměr nástroje pro zbytkový materiál.
Poloměr rohu:
Určuje poloměr rohu nástroje pro zbytkový materiál.
Orientace nástroje
Pomocí kombinace orientace trojice a možností počátku umožňuje určit, jak bude nástroj orientován.
Rozevírací nabídka Orientace nabízí následující možnosti nastavení orientace os X, Y a Z trojice:
- Orientace WCS z nastavení – k určení orientace nástroje se použije souřadnicový systém obrobku z aktuálního nastavení.
- Orientace modelu – k určení orientace nástroje se použije pracovní souřadnicový systém aktuální součásti.
- Vybrat osu nebo rovinu Z a osu X – výběrem plochy nebo hrany definujte osu Z a výběrem další plochy nebo hrany osu X. Osy Z i X lze obrátit o 180 stupňů.
- Vybrat osu nebo rovinu Z a osu Y – výběrem plochy nebo hrany definujte osu Z a výběrem další plochy nebo hrany osu Y. Osy Z i Y lze obrátit o 180 stupňů.
- Vybrat osy X a Y – výběrem plochy nebo hrany definujte osu X a výběrem další plochy nebo hrany osu Y. Osy X i Y lze obrátit o 180 stupňů.
- Vybrat souřadnicový systém – nastaví konkrétní orientaci nástroje pro tuto operaci v modelu z uživatelského souřadnicového systému (USS) aplikace Inventor. Použije se počátek i orientace existujícího souřadnicového systému. Tuto možnost použijte, pokud model neobsahuje vhodný bod a rovinu pro danou operaci.
Rozevírací nabídka Počátek nabízí následující možnosti umístění počátku trojice:
- Počátek WCS z nastavení – k určení počátku nástroje se použije počátek WCS.
- Počátek modelu – k určení počátku nástroje se použije pracovní souřadnicový systém aktuální součásti.
- Vybraný bod – k určení počátku trojice vyberte vrchol nebo hranu.
- Bod na ohraničujícím kvádru polotovaru – k určení počátku trojice vyberte bod na ohraničujícím kvádru polotovaru.
- Bod kvádru modelu – k určení počátku trojice vyberte bod v ohraničujícím kvádru modelu.
 Nastavení na kartě Výšky
Nastavení na kartě Výšky
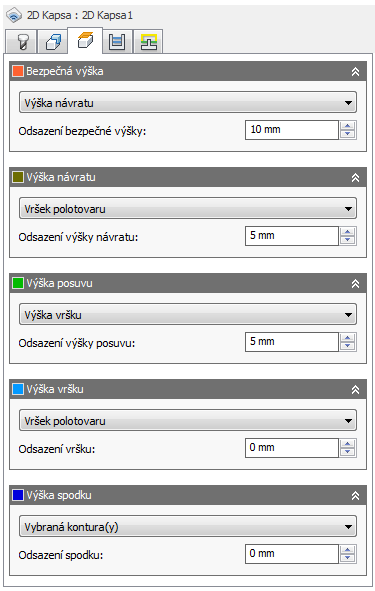
Bezpečná výška
Bezpečná výška je první výškou, do které se nástroj přesune rychloposuvem při přechodu na začátek dráhy nástroje.
Bezpečná výška
- Výška návratu: jedná se o přírůstkové odsazení od výšky návratu.
- Výška posuvu: jedná se o přírůstkové odsazení od výšky posuvu.
- Horní výška: jedná se o přírůstkové odsazení od horní výšky.
- Dolní výška: jedná se o přírůstkové odsazení od dolní výšky.
- Horní část modelu: jedná se o přírůstkové odsazení od horní části modelu.
- Dolní část modelu: jedná se o přírůstkové odsazení od dolní části modelu.
- Vršek polotovaru: jedná se o přírůstkové odsazení od vršku polotovaru.
- Spodek polotovaru: jedná se o přírůstkové odsazení od spodku polotovaru.
- Vybrané kontury: jedná se o přírůstkové odsazení od kontury vybrané na modelu.
- Výběr: jedná se o přírůstkové odsazení od bodu (vrcholu), hrany nebo plochy vybrané(ho) v modelu.
- Počátek (absolutní): jedná se o absolutní odsazení od počátku, který je definován v možnosti Nastavení nebo Orientace nástroje v rámci určité operace.
Odsazení bezpečné výšky:
Použije se odsazení bezpečné výšky vztahující se k výběru bezpečné výšky v rozevíracím seznamu výše.
Výška návratu
Výška návratu určuje výšku, do které se posune nástroj před dalším řezným záběrem. Výška návratu musí být nastavena na hodnotu, která je vyšší než hodnota parametrů Výška posuvu a Vršek. Výška návratu se používá spolu s následným odsazením k určení výšky.
Výška návratu
- Bezpečná výška: přírůstkové odsazení od bezpečné výšky.
- Výška posuvu: jedná se o přírůstkové odsazení od výšky posuvu.
- Horní výška: jedná se o přírůstkové odsazení od horní výšky.
- Dolní výška: jedná se o přírůstkové odsazení od dolní výšky.
- Horní část modelu: jedná se o přírůstkové odsazení od horní části modelu.
- Dolní část modelu: jedná se o přírůstkové odsazení od dolní části modelu.
- Vršek polotovaru: jedná se o přírůstkové odsazení od vršku polotovaru.
- Spodek polotovaru: jedná se o přírůstkové odsazení od spodku polotovaru.
- Vybrané kontury: jedná se o přírůstkové odsazení od kontury vybrané na modelu.
- Výběr: jedná se o přírůstkové odsazení od bodu (vrcholu), hrany nebo plochy vybrané(ho) v modelu.
- Počátek (absolutní): jedná se o absolutní odsazení od počátku, který je definován v možnosti Nastavení nebo Orientace nástroje v rámci určité operace.
Odsazení výšky návratu:
Použije se odsazení výšky návratu vztahující se k výběru výšky návratu v rozevíracím seznamu výše.
Výška posuvu
Výška posuvu určuje výšku, do které se nástroj přesune rychloposuvem před změnou rychlosti na rychlost posuvu nebo zanoření do součásti. Výška posuvu musí být nastavena na hodnotu, která je vyšší než hodnota parametru Vršek. Vrtací operace tuto výšku použije jako počáteční výšku posuvu a jako výšku návratu přerušení záběru. Výška posuvu se používá spolu s následným odsazením k určení výšky.
Výška posuvu
- Bezpečná výška: přírůstkové odsazení od bezpečné výšky.
- Výška návratu: jedná se o přírůstkové odsazení od výšky návratu.
- Zakázáno: Zákaz možnosti Výška posuvu způsobí rychloposuv nástroje dolů k nájezdu.
- Horní výška: jedná se o přírůstkové odsazení od horní výšky.
- Dolní výška: jedná se o přírůstkové odsazení od dolní výšky.
- Horní část modelu: jedná se o přírůstkové odsazení od horní části modelu.
- Dolní část modelu: jedná se o přírůstkové odsazení od dolní části modelu.
- Vršek polotovaru: jedná se o přírůstkové odsazení od vršku polotovaru.
- Spodek polotovaru: jedná se o přírůstkové odsazení od spodku polotovaru.
- Vybrané kontury: jedná se o přírůstkové odsazení od kontury vybrané na modelu.
- Výběr: jedná se o přírůstkové odsazení od bodu (vrcholu), hrany nebo plochy vybrané(ho) v modelu.
- Počátek (absolutní): jedná se o absolutní odsazení od počátku, který je definován v možnosti Nastavení nebo Orientace nástroje v rámci určité operace.
Odsazení výšky posuvu:
Použije se odsazení výšky posuvu vztahující se k výběru výšky posuvu v rozevíracím seznamu výše.
Horní výška
Výška vršku určuje výšku, která popisuje horní část řezu. Výška vršku musí být nastavena na hodnotu, která je vyšší než hodnota parametru Spodek. Výška vršku se používá spolu s následným odsazením k určení výšky.
Horní výška
- Bezpečná výška: přírůstkové odsazení od bezpečné výšky.
- Výška návratu: jedná se o přírůstkové odsazení od výšky návratu.
- Výška posuvu: jedná se o přírůstkové odsazení od výšky posuvu.
- Dolní výška: jedná se o přírůstkové odsazení od dolní výšky.
- Horní část modelu: jedná se o přírůstkové odsazení od horní části modelu.
- Dolní část modelu: jedná se o přírůstkové odsazení od dolní části modelu.
- Vršek polotovaru: jedná se o přírůstkové odsazení od vršku polotovaru.
- Spodek polotovaru: jedná se o přírůstkové odsazení od spodku polotovaru.
- Vybrané kontury: jedná se o přírůstkové odsazení od kontury vybrané na modelu.
- Výběr: jedná se o přírůstkové odsazení od bodu (vrcholu), hrany nebo plochy vybrané(ho) v modelu.
- Počátek (absolutní): jedná se o absolutní odsazení od počátku, který je definován v možnosti Nastavení nebo Orientace nástroje v rámci určité operace.
Horní odsazení:
Použije se odsazení vršku vztahující se k výběru výšky vršku v rozevíracím seznamu výše.
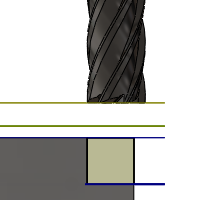
Dolní výška
Výška spodku určuje konečnou výšku a hloubku obrábění a nejnižší hloubku, do které nástroj v polotovaru sestoupí. Výška spodku musí být nastavena na hodnotu, která je nižší než hodnota parametru Vršek. Výška spodku se používá spolu s následným odsazením k určení výšky.
Dolní výška
- Bezpečná výška: přírůstkové odsazení od bezpečné výšky.
- Výška návratu: jedná se o přírůstkové odsazení od výšky návratu.
- Výška posuvu: jedná se o přírůstkové odsazení od výšky posuvu.
- Horní výška: jedná se o přírůstkové odsazení od horní výšky.
- Horní část modelu: jedná se o přírůstkové odsazení od horní části modelu.
- Dolní část modelu: jedná se o přírůstkové odsazení od dolní části modelu.
- Vršek polotovaru: jedná se o přírůstkové odsazení od vršku polotovaru.
- Spodek polotovaru: jedná se o přírůstkové odsazení od spodku polotovaru.
- Vybrané kontury: jedná se o přírůstkové odsazení od kontury vybrané na modelu.
- Výběr: jedná se o přírůstkové odsazení od bodu (vrcholu), hrany nebo plochy vybrané(ho) v modelu.
- Počátek (absolutní): jedná se o absolutní odsazení od počátku, který je definován v možnosti Nastavení nebo Orientace nástroje v rámci určité operace.
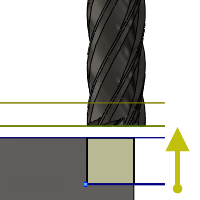
Dolní odsazení:
Použije se odsazení spodku vztahující se k výběru výšky spodku v rozevíracím seznamu výše.
 Nastavení na kartě Záběry
Nastavení na kartě Záběry
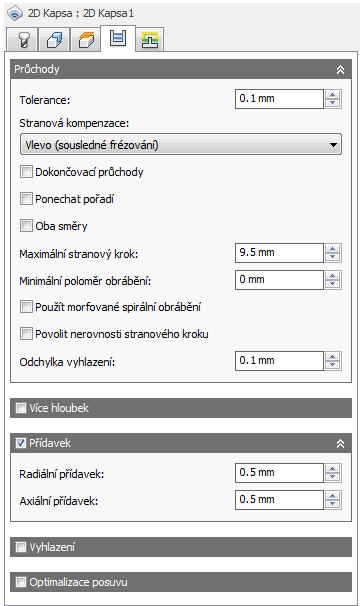
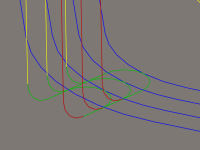
Tolerance:
Jedná se o toleranci použitou při linearizaci geometrie, například spline nebo elips. Tolerance je brána jako maximální vzdálenost tětivy.
Volná tolerance 0,100
Těsná tolerance 0,001
Konturovací pohyby stroje CNC jsou řízeny pomocí příkazů čar G1 a oblouků G2 a G3. Systém CAM toho dosáhne tím, že linearizuje dráhy nástroje na křivkách spline a povrchu, a tímto způsobem je aproximuje. Vytvoří se mnoho segmentů krátkých čar, které utvoří přibližnou podobu požadovaného tvaru. Přesnost, s jakou dráha nástroje odpovídá požadovanému tvaru, značně závisí na počtu použitých čar. Čím více je čar, tím více se dráha nástroje přiblíží jmenovitému tvaru spline nebo povrchu.
Nedostatek dat
Je lákavé používat vždy velmi těsné tolerance, existují však i stinné stránky tohoto postupu: delší časy výpočtu trajektorie nástroje, velké soubory G-funkcí a velmi krátké pohyby po čarách. První dva problémy nejsou nijak závažné, protože aplikace Inventor HSM provádí výpočty velmi rychle a většina moderních řídicích systémů disponuje alespoň 1 MB paměti RAM. Krátké pohyby po čarách však mohou v kombinaci s vysokými rychlostmi posuvu vyústit v jev známý jako nedostatek dat.
Nedostatek dat nastane v situaci, kdy je řídicí systém příliš zahlcen daty a nedokáže je zpracovat. Řídicí systémy CNC mohou zpracovat konečný počet řádků kódu (bloků) za sekundu. Může to být pouhých 40 bloků za sekundu v případě starších strojů a 1000 bloků za sekundu u nových strojů, například řídicího systému HAAS Automation. Krátké pohyby po čarách a vysoké rychlosti posuvu mohou žádat rychlost zpracování, která přesahuje možnosti řídicího systému. Když k tomu dojde, musí stroj po každém pohybu počkat na další příkaz z řídicího systému.
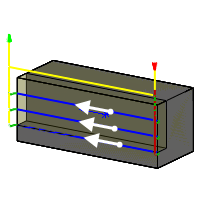
Boční kompenzace:
Toto nastavení určuje stranu dráhy nástroje, od které je odsazen střed nástroje. Vyberte jednu z možností stranové kompenzace – Vlevo (sousledné frézování) nebo Vpravo (nesousledné frézování).
- Vlevo (sousledné frézování)
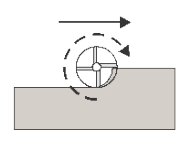
Sousledné frézování
- Vpravo (nesousledné frézování)
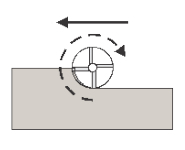
Nesousledné frézování
Sousledné frézování lze popsat tak, že se nástroj otáčí podél obráběného povrchu. To v případě většiny kovů obvykle umožňuje dosáhnout lepšího výsledného povrchu, je však vyžadována vysoká pevnost stroje. Při použití této metody začínají třísky na maximální tloušťce a směrem ke konci řezu se ztenčují, což znamená, že se více tepla tvoří ve třísce a méně v součásti.
V případě nesousledného frézování se nástroj otáčí proti obráběnému povrchu. Tato metoda je používána častěji při práci s ručními nebo méně pevnými stroji. Má několik výhod a při obrábění určitých materiálů včetně některých typů dřeva může dokonce dosahovat lepšího výsledného povrchu.
Dokončovací záběry
Chcete-li provést dokončovací záběry pomocí strany nástroje, povolte tuto možnost.
S dokončovacími záběry
Bez dokončovacích záběrů
Počet dokončovacích záběrů:
Určuje počet dokončovacích záběrů.
Zobrazeno se třemi dokončovacími záběry
Stranový krok:
Jedná se o maximální vzdálenost mezi dokončovacími záběry.
Nájezdy nebo odjezdy ve všech dokončovacích záběrech
Vynutí úplný nájezd a odjezd u každého dokončovacího záběru.
Povoleno
Zakázáno
Rychlost posuvu při dokončování:
Rychlost posuvu použitá při závěrečném dokončovacím záběru.
Opakovat dokončovací záběr
Tuto možnost povolte, chcete-li provést poslední dokončovací záběr dvakrát, a odebrat tak materiál polotovaru, který zbyl v důsledku vychýlení nástroje.
Dokončovací překrytí:
Dokončovací překrytí je vzdálenost, o kterou nástroj přejede před odjezdem za vstupní bod. Určením dokončovacího překrytí se zajistí, že materiál ve vstupním bodu bude správně odstraněn.
Žádné dokončovací překrytí
Dokončovací překrytí 0,25"
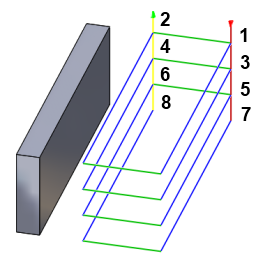
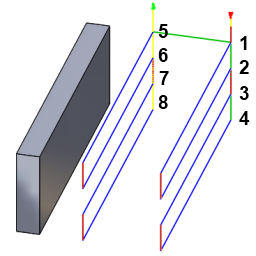
Zachovat pořadí
Určuje, že prvky budou obrobeny v pořadí, v jakém byly vybrány. Pokud nejsou vybrány, aplikace Inventor HSM provede optimalizaci pořadí obrábění.
Oba směry
Určuje, že se v operaci použije k obrobení otevřených profilů sousledné i nesousledné frézování.
Nevybráno
Vybrané
Maximální stranový krok:
Určuje maximální vodorovný stranový krok mezi záběry.
Adaptivní obrábění
Staré 2D obrábění
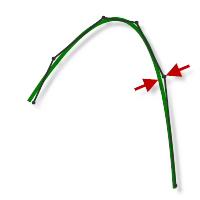
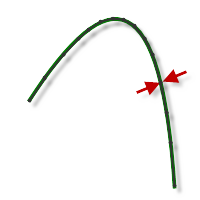
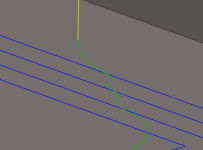
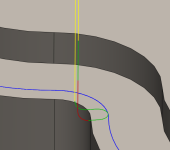
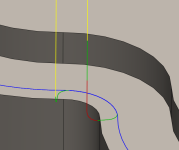
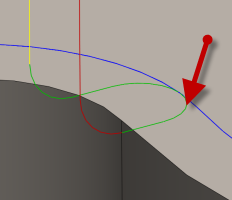
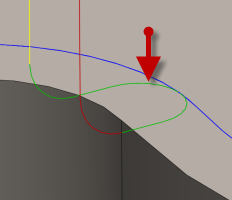
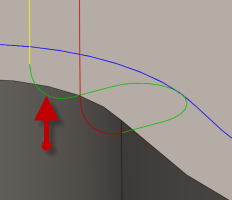
Minimální poloměr řezání:
S nastavením Minimálním poloměr řezání
S nastavením Minimální poloměr řezání – nástroj se vyhne ostrým rohům v trajektorii, což minimalizuje vibrace u dokončovaných součástí.
Bez nastavení Minimální poloměr řezání
Bez nastavení Minimální poloměr řezání – nástroj se pokusí odebrat veškerý materiál na trajektorii, který je v jeho dosahu. Výsledkem jsou ostré rohy na dráze nástroje, což často vede k vibracím v obráběné součásti.
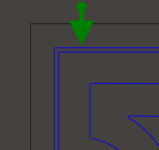
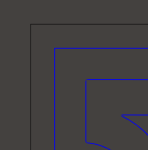
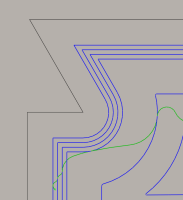
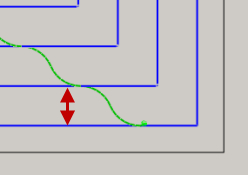
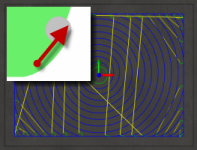
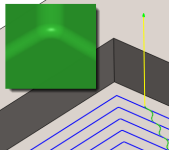
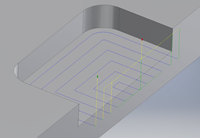
Použít morfované spirálové obrábění
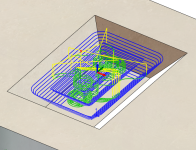
Chcete-li pro kapsu vytvořit dráhu nástroje s konstantním spirálovitým pohybem, povolte tuto možnost. Tím můžete zajistit hladký běh stroje.
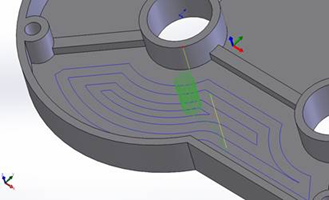
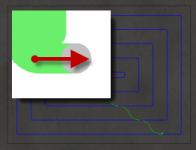
Standardní 2D kapsovací dráha nástroje
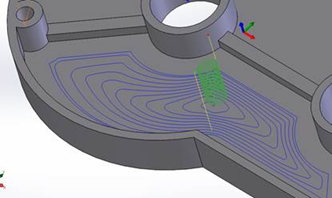
Morfovaná spirálová 2D kapsovací dráha nástroje
Povolit nerovnosti stranového kroku
Při programování plochých ploch pomocí nástroje s poloměrem v rohu, může mezi stranovými kroky dojít k vytvoření vrcholu (vroubku).
Ve výchozím nastavení bude hodnota maximálního stranového kroku přepsána, aby se zajistilo, že nedojde k vytvoření vrcholů stranových kroků.
Povolit nerovnosti stranového kroku – zakázáno
Povolit nerovnosti stranového kroku – povoleno
Nahoře – kapsa obráběná frézou s torickým zakončením o průměru 3/8" při stranovém kroku v hodnotě 0,25"
Odchylka vyhlazení:
Maximální hodnota vyhlazení použitá v hrubovacích záběrech. Chcete-li předejít vytvoření ostrých rohů v dráze nástroje, použijte tento parametr.
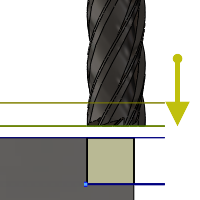
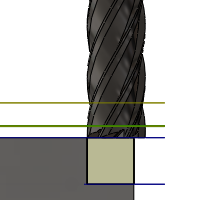
Více hloubek
Stanoví, že má být použito více hloubek.
S řezy do více hloubek
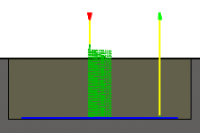
Bez řezů do více hloubek
Maximální hrubovací krok dolů:
Určuje maximální krok dolů mezi úrovněmi osy Z při hrubování.
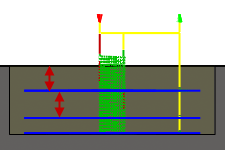
Maximální krok dolů – znázorněno bez dokončovacích kroků dolů
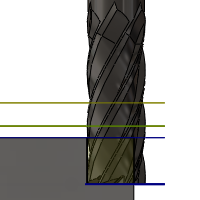
Dokončovací kroky dolů:
Počet dokončovacích záběrů pomocí dolní části nástroje.
Zobrazeno se třemi dokončovacími záběry
Dokončovací krok dolů:
Velikost každého kroku dolů v dokončovacích záběrech.
Dokončovací krok dolů
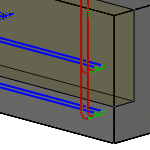
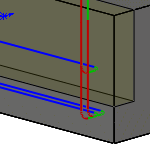
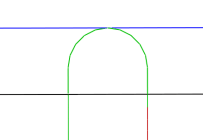
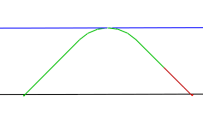
Úhel zúžení stěny (°).
Určuje úhel zúžení stěn.
Definici úhlu spádu lze použít k obrábění prvků pomocí 2D strategie, které by jinak vyžadovaly 3D strategii.
Úhel spádu při 0 stupních
Úhel spádu při 45 stupních
Výběr geometrie
Výběr dolní části
Výběr horní části
Dokončit pouze v konečné hloubce
Chcete-li zabránit vzniku stop na stěnách, proveďte dokončovací záběry pouze v konečné hloubce.
Zakázáno
Povoleno
Finálně hrubovat
Chcete-li použít dokončovací kroky dolů u každého hrubovacího nebo dokončovacího záběru při zpracovávání více hloubek pomocí jednoho nebo více dokončovacích kroků dolů, povolte tuto možnost.
Použít stejnoměrné kroky dolů
Tuto možnost povolte, chcete-li vytvořit stejnoměrné vzdálenosti mezi obráběcími záběry.
Příklad: Předpokládejme, že se obrábí profil s hloubkou 23 mm a hodnota maximálního kroku dolů je rovna 10 mm.
- Pokud je možnost Použít stejnoměrné kroky dolů povolena, budou výsledkem tři záběry: první s hodnotou -7,666 mm, druhý s hodnotou 15,3333 mm a třetí s hodnotou -23 mm.
- Pokud je možnost Použít stejnoměrné kroky dolů zakázána, budou výsledkem opět tři záběry: první s hodnotou -10 mm, druhý s hodnotou -20 mm a třetí s hodnotou -23 mm.
Seřadit podle hloubky
Určí, že se záběry mají řadit shora dolů.
Zakázáno
Povoleno
Seřadit podle kroku
Pokud je tato možnost povoleno, každý hrubovací a dokončovací krok bude před přechodem k dalšímu kroku obroben do plné hloubky.
Zakázáno
Povoleno
Přídavek
Kladný
Kladný přídavek – určuje množství materiálu polotovaru zbylého po operaci, který má být odebrán následnými hrubovacími či dokončovacími operacemi. U hrubovacích operací se ve výchozím nastavení ponechá malé množství materiálu.
Žádný
Žádný přídavek – odstraní veškerý přebytečný materiál až k vybrané geometrii.
Záporný
Záporný přídavek – odstraní materiál za povrchem nebo hranicí součásti. Tato technika se často používá při obrábění elektrodou, kde zohledňuje jiskřiště a umožňuje splnit toleranční požadavky součásti.
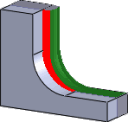
Radiální (stěna) přídavek
Parametr Radiální přídavek určuje množství materiálu, který se má ponechat v radiálním (kolmo k ose nástroje) směru, tj. na straně nástroje.
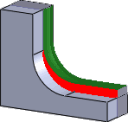
Radiální přídavek
Radiální a axiální přídavek
V důsledku stanovení kladného radiálního přídavku bude na svislých stěnách a strmých oblastech součásti ponechán materiál.
V případě povrchů, které nejsou přesně svislé, bude aplikace Inventor HSM interpolovat mezi axiální (dno) a radiální hodnotou přídavku, aby se materiál polotovaru zbylý v radiálním směru na těchto površích mohl lišit od určené hodnoty v závislosti na spádu povrchu a hodnotě axiálního přídavku.
Změnou radiálního přídavku se automaticky nastaví axiální přídavek na stejnou hodnotu, pokud ovšem hodnotu axiálního přídavku nezadáte ručně.
U dokončovacích operací je výchozí hodnota 0 mm/0", tj. nebude ponechán žádný materiál.
U hrubovacích operací se ve výchozím nastavení ponechá malé množství materiálu, který lze odebrat později pomocí jedné nebo více dokončovacích operací.
Záporný přídavek
Při použití záporného přídavku operace obrábění odstraní více hmoty z polotovaru než z tvaru modelu. Toho lze využít pro elektrody s jiskřištěm, kde velikost jiskřiště odpovídá zápornému přídavku.
Radiální i axiální přídavek může být záporný. Záporný radiální přídavek však musí být menší než poloměr nástroje.
Při použití kulového nebo toroidního řezacího nástroje se záporným přídavkem, který je větší než poloměr rohu, musí být záporný axiální přídavek menší nebo roven poloměru rohu.
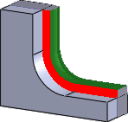
Axiální (dno) přídavek
Parametr Axiální přídavek určuje množství materiálu, který se má ponechat v axiálním směru (podél osy Z), tj. na konci nástroje.
Axiální přídavek
Radiální i axiální přídavek
V důsledku stanovení kladného axiálního přídavku bude v mělkých oblastech součásti ponechán materiál.
V případě povrchů, které nejsou přesně vodorovné, bude aplikace Inventor HSM interpolovat mezi axiální a radiální (stěna) hodnotou přídavku, aby se materiál polotovaru zbylý v axiálním směru na těchto površích mohl lišit od určené hodnoty v závislosti na spádu povrchu a hodnotě radiálního přídavku.
Změnou radiálního přídavku se automaticky nastaví axiální přídavek na stejnou hodnotu, pokud ovšem hodnotu axiálního přídavku nezadáte ručně.
U dokončovacích operací je výchozí hodnota 0 mm/0", tj. nebude ponechán žádný materiál.
U hrubovacích operací se ve výchozím nastavení ponechá malé množství materiálu, který lze odebrat později pomocí jedné nebo více dokončovacích operací.
Záporný přídavek
Při použití záporného přídavku operace obrábění odstraní více materiálu z polotovaru než z tvaru modelu. Toho lze využít pro elektrody s jiskřištěm, kde velikost jiskřiště odpovídá zápornému přídavku.
Radiální i axiální přídavek může být záporný. Při použití kulového nebo toroidního řezacího nástroje se záporným přídavkem, který je větší než poloměr rohu, však musí být záporný axiální přídavek menší nebo roven poloměru rohu.
Vyhlazení
Vyhladí dráhu nástroje odstraněním přebytečných bodů a umísťovacích oblouků všude, kde je to v rámci filtrovací tolerance možné.
Vyhlazení vypnuto
Vyhlazení zapnuto
Vyhlazení slouží ke snížení velikosti kódu bez ztráty přesnosti. Vyhlazení funguje tak, že se kolineární čáry nahradí jednou čarou a v zakřivených oblastech se nahradí více čar tečnými oblouky.
Vyhlazení může mít výrazný efekt. Velikost souboru G-funkcí se může zmenšit až o 50 % nebo více. Stroj poběží rychleji a plynuleji a zlepší se dokončování povrchu. Objem snížení kódu je závislý na vhodnosti dráhy nástroje k vyhlazení. Dráhy nástroje, které leží v hlavní rovině (XY, XZ a YZ), například rovnoběžné dráhy, se filtrují velmi dobře. U ostatních, jako je například 3D Rovnoměrné, nedojde k takové redukci.
Tolerance vyhlazení:
Určuje toleranci filtru vyhlazení.
Vyhlazení funguje nejlépe, když je tolerance (přesnost s jakou byla vytvořena původní linearizovaná dráha) stejná nebo větší než tolerance vyhlazení (umístění čárového oblouku).
Optimalizace posuvu
Určí, že posuv má být v rozích zmenšen.
Maximální změna směru:
Určuje maximální úhlovou změnu. Pokud bude překročena, sníží se rychlost posuvu.
Zmenšený poloměr posuvu:
Určuje minimální poloměr, po jehož překročení se posuv zmenší.
Zkrácená vzdálenost posuvu:
Určuje vzdálenost zkrácení posuvu před rohem.
Snížená rychlost posuvu:
Určuje sníženou rychlost posuvu, která se má použít v rozích.
Pouze vnitřní rohy
Umožňuje snížit rychlost posuvu pouze u vnitřních rohů.
 Nastavení na kartě Napojování
Nastavení na kartě Napojování
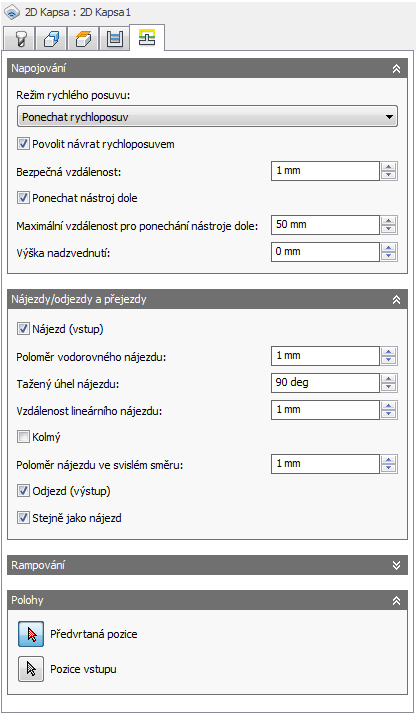
Režim vysoké rychlosti posuvu:
Určuje, kdy mají být rychloposuvy ve výstupu jako skutečné rychloposuvy (G0) a kdy mají být ve výstupu jako pohyby s vysokou rychlostí posuvu (G1).
- Zachovat rychloposuv – zachovají se všechny rychloposuvy.
- Zachovat axiální a radiální rychloposuv – ve výstupu budou jako skutečné rychloposuvy pouze rychloposuvy, při kterých se nástroj pohybuje vodorovně (radiální) nebo svisle (axiální).
- Zachovat axiální rychloposuv – zachovají se pouze rychloposuvy, při kterých se nástroj pohybuje svisle.
- Zachovat radiální rychloposuv – zachovají se pouze rychloposuvy, při kterých se nástroj pohybuje vodorovně.
- Zachovat rychloposuv v jedné ose – zachovají se pouze rychloposuvy, při kterých se nástroj pohybuje v jedné ose (X, Y nebo Z).
- Vždy použít rychlý posuv – výstupem jsou rychloposuvy jako pohyby G01 (pohyby rychlých posuvů) místo rychloposuvů (G0).
Tento parametr se obvykle nastavuje, aby nedocházelo ke kolizím u strojů, které při rychloposuvu provádějí pohyby „dog-leg“.
Vysoká rychlost posuvu:
Rychlost posuvu, která se používá pro výstup rychloposuvů jako G1 místo G0.
Povolit návrat rychloposuvem
Pokud je tato možnost povolena, provádí se návraty rychloposuvem (G0). Tuto možnost zakažte, chcete-li vynutit návraty rychlostí posuvu odjezdu.
Bezpečná vzdálenost:
Minimální vzdálenost mezi povrchy nástroje a součásti při pohybech návratu. Vzdálenost je měřena po použití přídavku. Pokud byl tedy použit záporný přídavek, je třeba věnovat pozornost tomu, aby byla bezpečná vzdálenost dostatečně velká a zamezila jakýmkoli kolizím.
Ponechat nástroj dole
Pokud je tato možnost povolena, strategie neprovede návrat, když je vzdálenost k další oblasti menší než určená vzdálenost pro ponechání nástroje dole.
Maximální vzdálenost pro ponechání nástroje dole:
Určuje maximální vzdálenost, která je povolena pro pohyby nástroje při ponechání dole.
Maximální vzdálenost pro ponechání nástroje dole = 1"
Maximální vzdálenost pro ponechání nástroje dole = 2"
Výška zdvihu:
Určuje vzdálenost zdvihu během změny polohy.
Výška zdvihu 0
Výška zdvihu 0,1 palce
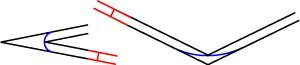
Nájezd (vstup)
Chcete-li generovat nájezd, povolte tuto možnost.
Nájezd
Poloměr vodorovného nájezdu:
Určuje poloměr pohybů vodorovných nájezdů.
Poloměr vodorovného nájezdu
Úhel tažení nájezdu:
Určuje typ tažení oblouku nájezdu.
Úhel tažení 90°
Úhel tažení 45°
Vzdálenost lineárního nájezdu:
Určuje délku lineárního pohybu při nájezdu, pro který se v řídícím obvodu aktivujekompenzace poloměru.
Vzdálenost lineárního nájezdu:
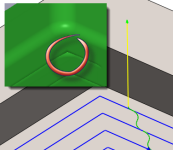
Kolmé
Nahradí tečná prodloužení oblouků nájezdu nebo odjezdu pohybem, který je kolmý k oblouku.
Zobrazeno s kolmým vstupem nebo výstupem
Příklad: Vývrt, který má maximálně velké oblouky nájezdu nebo odjezdu (čím větší oblouk tím menší pravděpodobnost značky prodlevy) a kde tečný lineární nájezd nebo odjezd není možný, protože by se prodloužil do strany vývrtu.
Poloměr svislého nájezdu:
Jedná se o poloměr svislého oblouku, který vyhlazuje vstupní pohyb při přechodu ze vstupního pohybu na samotnou dráhou nástroje.
Poloměr svislého nájezdu
Odjezd (výstup)
Chcete-li generovat odjezd, povolte tuto možnost.
Odjezd
Stejné jako nájezd
Určuje, zda má být definice odjezdu stejná jako definice nájezdu.
Vzdálenost lineárního odjezdu:
Určuje délku lineárního pohybu při odjezdu, pro který se v řídícím obvodu deaktivuje kompenzace poloměru.
Vzdálenost lineárního odjezdu
Poloměr vodorovného odjezdu:
Určuje poloměr pohybů vodorovných odjezdů.
Poloměr vodorovného odjezdu
Poloměr svislého odjezdu:
Určuje poloměr svislého odjezdu.
Poloměr svislého odjezdu
Úhel tažení odjezdu:
Určuje typ tažení oblouku odjezdu.
Kolmé
Nahradí tečná prodloužení oblouků nájezdu nebo odjezdu pohybem, který je kolmý k oblouku.
Zobrazeno s kolmým vstupem nebo výstupem
Příklad: Vývrt, který má maximálně velké oblouky nájezdu nebo odjezdu (čím větší oblouk tím menší pravděpodobnost značky prodlevy) a kde tečný lineární nájezd nebo odjezd není možný, protože by se prodloužil do strany vývrtu.
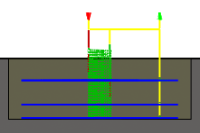
Typ rampy:
Určuje způsob, jakým se řezací nástroj posune dolů do jednotlivých hloubek řezání.
Zanořit vně polotovaru
Předvrtat
Aby bylo možné použít možnost Předvrtat, je nutné definovat umístění předvrtání.
Zanořit
Cik-cak
Všimněte si hladkých přechodů při rampování typu cik-cak.
Profil
Hladký profil
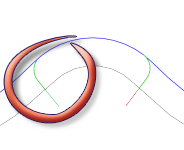
Šroubovice
Úhel rampování (°):
Určuje maximální úhel rampování.
Maximální rampovací krok dolů:
Určuje maximální krok dolů na rotaci v profilu rampování. Tento parametr umožňuje omezit zatížení nástroje při provádění řezů celou šířkou během rampování.
Bezpečná výška rampy:
Jedná se o výšku rampy nad aktuální úrovní polotovaru.
Bezpečná radiální vzdálenost rampy:
Určuje minimální vzdálenost spirály nájezdu ke kontuře.
Průměr šroubovicové rampy:
Určuje průměr šroubovicové rampy.
Minimální průměr rampy:
Určuje minimální průměr rampy.
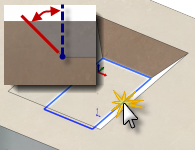
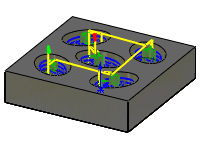
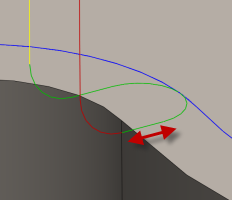
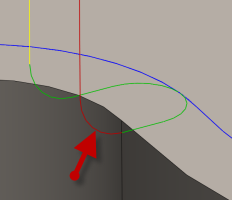
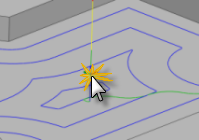
Pozice předvrtání
Výběrem bodů, kde byly vyvrtány díry, určete bezpečnou vzdálenost pro zanoření nástroje do materiálu.
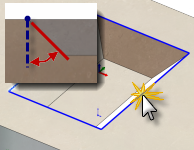
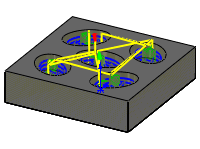
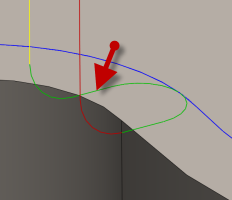
Pozice vstupů
Vyberte geometrii poblíž pozice, kde má dojít k zanoření nástroje.