Hot gates are used in conjunction with hot runners to keep the plastic material that enters the mold in a molten state. They are automatically trimmed when the molding tool is opened to eject the part.
Hot gates fall into two main categories: thermal gates and valve gates.
Thermal gates
Thermal gates have no moving parts. Once the cavity is filled and the polymer in it begins to freeze inside the cavity, plastic also freezes inside the tip of the hot gate. When the mold opens and the part is ejected from the tool, some of the frozen plastic from the gate region breaks off with the part and some remains in the hot gate, acting as a plug to prevent additional molten plastic from flowing out. On the next cycle, the pressure behind the plastic plug forces it into the cavity, opening the gate again so plastic can fill the part.
(A)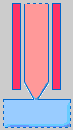 (B)
(B) 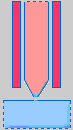 (C)
(C) 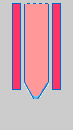 (D)
(D) 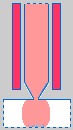
(A) Plastic freezes inside the hot gate, (B) the part is ejected leaving a plastic plug in the hot gate, (C) the plastic plug prevents molten plastic from flowing out of the hot gate, (D) injection pressure forces the plug into the cavity, so the part can fill.
Thermal Gate
Valve gates
Valve gates do have moving parts and offer more control over part filling than thermal gates, to greatly improve the appearance of the part. At the start of the cycle, the valve pin is forward, closing off the gate. The pin is then retracted, so the material can be injected into the part. Following the hold phase, the pin is closed again. This shuts the gate and prevents drooling during the next mold-open cycle.
(A) 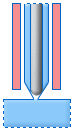 (B)
(B) 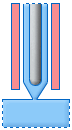 (C)
(C)
(A) The valve pin is closed, shutting off the gate, (B) the valve pin is retracted to allow plastic to flow and the part to fill, (C) the valve pin is closed, shutting off the gate.
Valve Gate