Lors de cette opération, la stratégie de type Horizontal est utilisée pour la finition des fonctions horizontales de la pièce.
- Sur le ruban, cliquez sur
l'onglet FAO
 le groupe de fonctions Fraisage 3D
Horizontal
le groupe de fonctions Fraisage 3D
Horizontal
 .
.
 Onglet Outil
Onglet Outil
- Assurez-vous que l'outil actif correspond toujours à la fraise torique #14 - Ø5 R0.5 mm bullnose.
 Onglet Hauteurs
Onglet Hauteurs
- Cliquez sur l'onglet Hauteurs.
- Dans le menu déroulant Hauteur de la partie supérieure, sélectionnez Haut du modèle.
- Définissez le paramètre Décalage supérieur sur -1 mm.
Avec le paramètre Décalage supérieur défini sur 1 mm sous le plan supérieur de la pièce, l'outil usine uniquement les empreintes internes de la pièce et pas la surface supérieure.
 Onglet Passes
Onglet Passes
Les opérations d'ébauche adaptative précédentes ont laissé un maximum de 0,3 mm (Surépaisseur) + 1 mm (Pas en Z fin) + 0,1 mm (Tolérance) = 1,4 mm de matière. Cette épaisseur de matière est un peu trop importante pour être enlevée en une seule passe par l'outil. Nous procéderons donc à trois passes de 0,4 mm à la place.
- Cliquez sur l'onglet Passes.
- Cochez la case Passes d'offset en Z.
- Définissez le paramètre Passe maximum en Z sur 0,4 mm.
- Modifiez la valeur du paramètre Nombre de passes en Z sur 1.
 Onglet Liaison entre passes
Onglet Liaison entre passes
- Cliquez sur l'onglet Liaison entre passes.
- Dans le menu déroulant Type de rétraction, sélectionnez Rétraction minimum.
Exécution du calcul
- Cliquez sur
 dans la partie inférieure de la boîte de dialogue Opération ou cliquez dans la fenêtre graphique avec le bouton droit de la souris et choisissez OK dans le menu de marquage afin de démarrer automatiquement le calcul de la trajectoire d'outil.
dans la partie inférieure de la boîte de dialogue Opération ou cliquez dans la fenêtre graphique avec le bouton droit de la souris et choisissez OK dans le menu de marquage afin de démarrer automatiquement le calcul de la trajectoire d'outil.
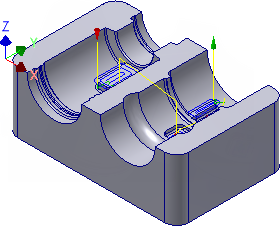
La trajectoire d'outil est à présent calculée et un aperçu s'affiche dans la fenêtre graphique.
Passez à la section Finition de zones pentues avec contour...