Une stratégie Poche 2D est désormais utilisée pour usiner la poche interne de la pièce.
- Dans le ruban, cliquez sur
l'onglet FAO
 le groupe de fonctions Fraisage 2D
Poche 2D
le groupe de fonctions Fraisage 2D
Poche 2D
 .
.
 Onglet Outil
Onglet Outil
Cette opération utilise une fraise torique de 10 mm avec un rayon de coin d'1 mm pour faire correspondre le rayon du congé au niveau de la partie inférieure de la poche.
- Sous l'onglet Outil, cliquez sur le bouton
 .
. - Dans la bibliothèque d'outils Bibliothèque d'exemples > Didacticiel, sélectionnez l'outil #11 - Ø10 R1 mm bullnose.
- Cliquez sur
 pour fermer la boîte de dialogue Bibliothèque d'outils.
pour fermer la boîte de dialogue Bibliothèque d'outils.
 Onglet Géométrie
Onglet Géométrie
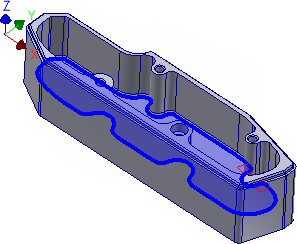
Sélectionnez maintenant le contour de la poche à dégager.
- Cliquez sur l'onglet Géométrie. Assurez-vous que le bouton Sélections poches est actif.
- Sélectionnez la face (ou l'un des bords) au bas de la poche.
La sélection doit désormais ressembler à ceci :
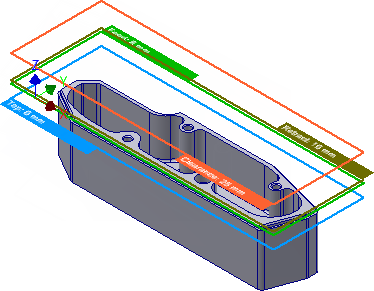
 Onglet Hauteurs
Onglet Hauteurs
Les paramètres de ce groupe contrôlent les différentes hauteurs auxquelles les trajectoires d'outil sont générées. Dans cet exemple, nous voulons que l'opération de poche 2D usine jusqu'au bas de la coupe intérieure.
- Cliquez sur l'onglet Hauteurs.
- Définissez Offset hauteur de sécurité sur 15 mm.
- Définissez Offset hauteur de rétraction sur 10 mm.
- Définissez Offset hauteur de Travail sur 8 mm.
 Onglet Passes
Onglet Passes
Ce groupe contrôle le calcul de la trajectoire d'outil Poche 2D. Pour dégager la poche, une trajectoire d'outil est générée dans un certain nombre de niveaux Z, de la partie supérieure du brut au bas de la poche, en pas de 2 mm. La profondeur de la poche est de 25 mm.
Modifiez les valeurs de paramètre suivantes et conservez la valeur par défaut de tous les autres paramètres.
- Cliquez sur l'onglet Passes.
- Définissez Passe maximum sur 5,0 mm.
- Cochez la case Profondeurs multiples.
- Définissez Passe en Z maxi d'ébauche sur 5,0 mm.
- Définissez Pas en Z de finition sur 2.
- Cochez la case Surépaisseur.
- Définissez Surépaisseur radiale sur 0,5 mm.
- Définissez Surépaisseur en Z sur 0,0 mm.
Laissez de la matière sur les côtés. Nous devrons finir les congés avec un outil plus petit ultérieurement. Toutefois, le bas peut être fini par la poche, et nous devons supprimer la surépaisseur verticale.
 Onglet Liaison entre passes
Onglet Liaison entre passes
Si l'on suppose que cette pièce est composée d'une matière molle dans laquelle nous pouvons pratiquer des coupes pleine largeur, vous pouvez éviter certaines rampes en permettant à l'outil de rester à l'intérieur de la poche.
- Cliquez sur l'onglet Liaison entre passes.
- Cochez la case Laisser outil baissé.
- Définissez Distance maximum outil baissé sur 250 mm.
Entrées/sorties et transitions
Ne modifiez aucun des paramètres de ce groupe. Nous utiliserons un type de rampe Hélice pour la plongée dans la matière avec les paramètres par défaut du programme.
Exécution du calcul
- Cliquez sur
 dans la partie inférieure de la boîte de dialogue Opération ou cliquez dans la fenêtre graphique avec le bouton droit de la souris et choisissez OK dans le menu de marquage afin de démarrer automatiquement le calcul de la trajectoire d'outil.
dans la partie inférieure de la boîte de dialogue Opération ou cliquez dans la fenêtre graphique avec le bouton droit de la souris et choisissez OK dans le menu de marquage afin de démarrer automatiquement le calcul de la trajectoire d'outil.
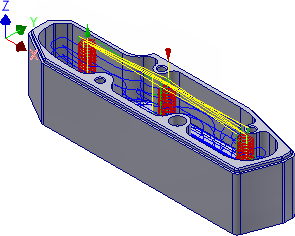
La trajectoire d'outil est à présent calculée et un aperçu s'affiche dans la fenêtre graphique. La trajectoire d'outil doit s'afficher comme indiqué ci-dessous :
Passez à la section Pour percer des trous filetés...