阀浇口控制器必须能够控制与热流道系统相关的阀浇口的打开和关闭。对阀浇口的控制越好,零件的外观就越好,但是系统成本会更高。
可同时打开所有阀浇口或顺序打开。某些控制器对于无连续填充功能的常规成型机非常理想。每个控制区域都可编程为基于时间和/或基于体积的注射。通常需要使用按顺序控制的阀浇口系统来实现大型零件应用中的理想零件质量。
顺序阀浇口有助于控制注射成型工艺的几个关键领域:平衡、流动控制和灵活性。熔接线可以精确定位在两个阀浇口之间,方法为打开一个浇口持续特定时段,然后再打开第二个浇口。对于具有多个浇口的长零件,在聚合物熔体流过浇口后按顺序打开浇口,可消除因塑料流动不受控可能发生的瑕疵。下图为所有阀同时打开和按顺序打开时的聚合物流动图。所有浇口同时打开时,熔接线在聚合物流相遇处形成。每个后续浇口在熔体流过后打开时,熔接线将消除。
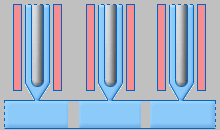
所有三个阀浇口同时打开,在不同的浇注相遇处形成熔接线。
阀浇口同时打开
(A)
 (B)
(B)
 (C)
(C)
 (D)
(D)
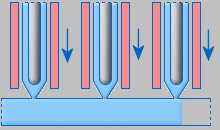
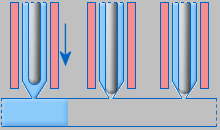
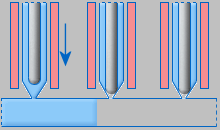
(A) 第 1 个阀浇口打开,允许熔体流入型腔,(B) 熔体持续仅流过第 1 个浇口,(C) 熔体经过第 2 个浇口后,第 2 个阀浇口立即打开,允许熔体流过第 2 个浇口,(D) 熔体经过第 3 个浇口时,第 3 个阀浇口打开,使熔体通过第 3 个浇口进入型腔。
阀浇口顺序打开
除了按顺序或同时打开阀浇口之外,某些阀浇口还将即时打开,而某些阀浇口可被编程为以受控速度打开,以减慢熔体进入型腔的初始流速,并降低与即时打开相关的压力峰值和波流痕。阀浇口受控打开方式与阀浇口顺序打开方式相结合的成型表面质量最高。
 (
(