|
アクセス: |
リボン:
[CAM]タブ  [旋盤]パネル
[ねじ切り]
[旋盤]パネル
[ねじ切り]

|
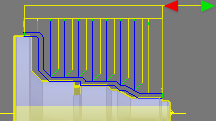
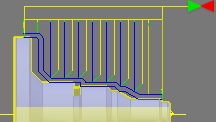
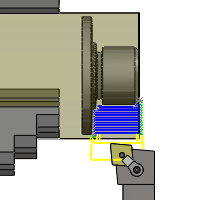
ねじ切り加工法は、円筒形ねじ切りと円錐形ねじ切りの両方の旋盤に使用されます。CNC 制御機では、主軸と送りの同期に組み込みで対応している必要があります。
 [工具]タブの設定
[工具]タブの設定
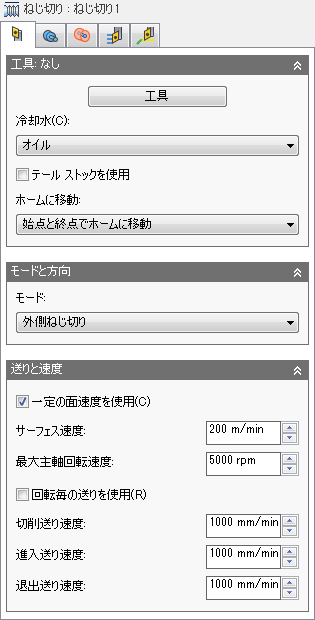
冷却水:
ツールで使用される冷媒のタイプです。
テールストックを使用
テールストックは、加工対象ワークピースの長手方向のロータリー軸に支持を適用するために使用されます。これは、ワークピースが比較的長くて細い場合に特に役立ちます。テールストックを使用しない場合、ワークピースが切削中に過度に曲がり、「チャタリング」が発生する可能性があります。
このオプションを有効にするには、ご使用の機械にプログラミング可能なテールストックが必要で、機械で必要なコードを記述できるようにポスト プロセッサを設定する必要があります。
設定の完了後、このオプションを有効にすると、通常、操作の最初に M21 (テールストック前方)、最後に M22 (テールストック後方)が表示されます。
ホーム ビューに移動:
ホーム ポジションは、WCS を基準にした既知の Z 値で、[セットアップ]加工方法ダイアログの[セットアップ]タブの[ワーク座標系(WCS)]領域で定義します。
操作の開始前または操作の終了後に、工具を強制的にホーム ポジションに移動することができます。工具は、移動高さに到達するまで、常に X 軸に沿ってストックから退出し、Z 軸に沿ってホーム ポジションに移動します。
-
ホームに移動しない
ホームに移動しない
-
始点でホームに移動
始点でホームに移動
-
終点でホームに移動
終点でホームに移動
-
始点と終点でホームに移動
始点と終点でホームに移動
モード:
この設定では、旋盤加工法に応じて、工具で軸方向に加工するか、径方向に加工するか、および進入方向または退避方向を指定します。
- [外側ねじ切り]: 工具は、ストックの外側から進入するか、ストックの外側に退避し、軸方向に加工します。
- [内側ねじ切り]: 工具は、中心線から進入するか、中心線に退避し、径方向に加工します。
一定の面速度を使用
有効にすると、切削直径の変更時に工具とワークピースの間で一定の面速度を維持するように主軸回転速度を自動的に調整することができます。一定の面速度(CSS)は、ほとんどの機械では G96 を使用して指定します。
スピンドル速度:
スピンドルの回転速度を指定します。
サーフェス スピード:
サーフェス上のツールの速度を、スピンドル速度として表されます。
最大主軸回転速度:
一定の面速度(CSS)を使用する場合の最大主軸回転速度を指定します。
回転ごとの送りを使用
有効にすると、一定のチップ速度を維持するように主軸の RPM に基づいて送り速度を自動的に調整することができます。
切削送り速度:
切断に使用されるフィードに移動します。
リードイン送り速度:
移動切断につながるときに使用します。
リードアウト送り速度:
移動切断から先頭の場合に使用します。
 [図形]タブの設定
[図形]タブの設定
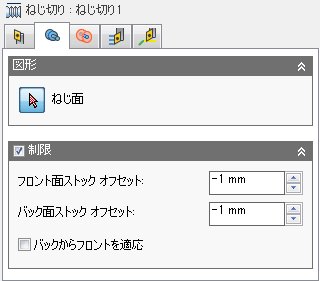
ねじ面
ねじを作成する面を選択するボタンです。
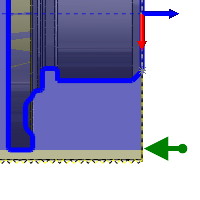
制限
[制限]ボタンを使用して制限境界を選択することで、ツールパスを特定の領域内に収めることが可能です。制限領域は、エッジ、サーフェス、スケッチ点の組み合わせで定義できます。
フロント面ストック オフセット:
モデルのフロントサイドを越えた機械までの距離を指定します。
負のフロント面オフセット
正のフロント面オフセット
バック面ストック オフセット:
モデルのバックサイドを超えた機械までの距離を指定します。
負のバック面オフセット
正のバック面オフセット
バックからフロントを適応
ストックのバック面オフセットをフロント側から適用します。
 [半径]タブの設定
[半径]タブの設定

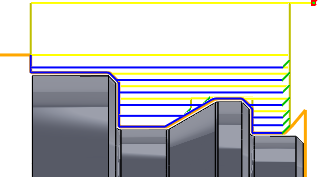
移動
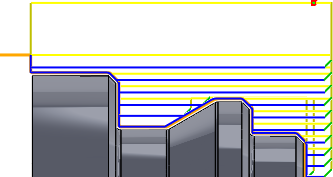
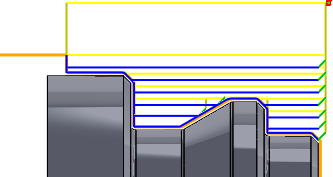
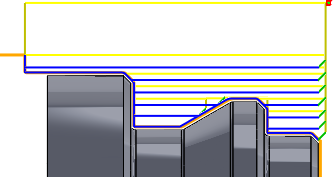
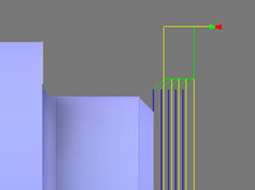
この高さは、工具がツールパスに進入したり、工具がツールパスから退出する半径をコントロールするために設定します。この径方向移動オフセットで、Z 軸(主軸)に沿ってストックの内側から工具が進入および退出します。オレンジのタブに表示される値は、セットアップの軸を基準にした現在の半径を表します。
外側移動半径
- [ストックの外径]: セットアップで定義したストックの径方向の端と一致するように移動半径を設定します。
- [モデルの外径]: セットアップで定義したモデルの径方向の外端と一致するように移動半径を設定します。
- [外側半径]: このオプションを選択すると、外側半径から移動半径をオフセットできます。ただし、移動半径は外側半径よりも大きくする必要があるため、[移動オフセット]フィールドには正の値を入力する必要があります。
- [内側半径]: このオプションを[移動オフセット]の値と組み合わせて使用すると、ツールパスが生成される最も内側の位置から移動半径を駆動することができます。これは、ツールパスの深さを特定のシナリオに含める場合に有効です。移動半径により、残りのストックが工具ですべて除去されることを確認してください。これは、ストック シミュレーションを実行して確認することができます。
- [モデル ID]: このオプションを[移動オフセット]の値と組み合わせて使用すると、定義したストックの最も小さい直径から移動半径を駆動することができます。移動半径により、残りのストックが工具ですべて除去されることを確認してください。これは、ストック シミュレーションを実行して確認することができます。
- [ストック ID]: このオプションを[移動オフセット]の値と組み合わせて使用すると、定義したストックの最も小さい直径から移動半径を駆動することができます。移動半径により、残りのストックが工具ですべて除去されることを確認してください。これは、ストック シミュレーションを実行して確認することができます。
- [選択]: モデル上の任意の面、頂点、または点を選択して、移動半径を定義します。
- [半径]: このオプションでは、[移動オフセット]フィールドに半径の値を入力できます。
- [直径]: このオプションでは、[移動オフセット]フィールドに直径の値を入力できます。
移動オフセット:
移動オフセットの値を指定します。
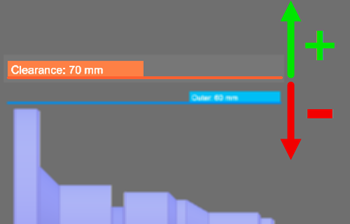
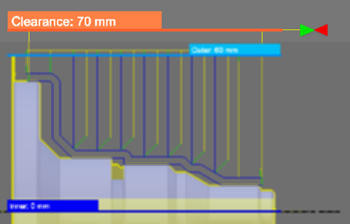
外側クリアランス オフセット
外側半径
ツールパスの外側半径の範囲を制限して、径方向の制限を定義します。次の中から選択できます。
外側半径
- [ストックの外径]
- [モデルの外径]
- [内側制限]
- [モデル ID]
- [ストック ID]
- [選択]
- [半径]
- [直径]
外側半径オフセット:
外側半径オフセットの値を指定します。
内側半径
ツールパスの内側半径の範囲を制限して、径方向の制限を定義します。次の中から選択できます。
内側半径
- [ストックの外径]
- [モデルの外径]
- [外側制限]
- [モデル ID]
- [ストック ID]
- [選択]
- [半径]
- [直径]
内側半径オフセット:
内側半径オフセットの値を指定します。
 [パス]タブの設定
[パス]タブの設定
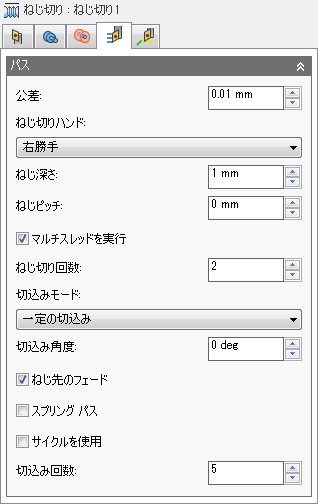
許容差
加工許容差は、ツールパスの生成および図形三角パッチに使用される許容差の合計です。合計許容差を取得するために、その他のフィルタリングの許容差をこの許容差に加算する必要があります。
緩い許容差 .100
厳しい許容差 .001
工作機械の輪郭動作は、線分 G1 および円弧 G2、G3 コマンドを使用してコントロールされます。これに対応するには、線形化することにより CAM をスプラインおよびサーフェス ツールパスに近づけ、多数の短い線分セグメントを作成して目的の形状に近似させます。ツールパスを目的の形状にどの程度正確に一致させられるかは使用する線分の数に大きく依存します。より多くの線分を作成することによりスプラインまたはサーフェスの呼び形状により近似したツールパスになります。
データ枯渇
非常に厳しい許容差を常に使用することは魅力的ですが、ツールパス計算時間が長くなる、G-code ファイルが大きくなる、線分移動が非常に短くなるなどのデメリットもあります。Inventor HSM の計算は非常に速く、また最近のほとんどの制御機には少なくとも 1MB の RAM があるため、最初の 2 つはそれほど問題ではありません。しかし、短い線の移動が高速の送り速度と組み合わされると、データ枯渇として知られる現象が発生することがあります。
データ枯渇は制御機がデータを処理しきれなくなった場合に発生します。CNC 制御機が 1 秒あたりに処理できるコード(ブロック)の行数は有限です。古いコンピュータ上では 40 ブロック/秒 と少なく、HAAS オートメーション コントロールのような新しいコンピュータ上では 1,000 ブロック/秒以上です。短い線分移動と高い送り速度では、制御機が処理することができる以上の処理速度を強制することができます。そのような場合は、それぞれの移動した後にコンピュータは一時停止し、制御機からの次のサーボ コマンドのために待機する必要があります。
ねじ切りハンド:
- 右勝手
- 左勝手
ねじ深さ:
ねじ深さを指定します。
ねじピッチ
ねじピッチを指定します。
マルチスレッドを実行
有効にすると、ねじ切り回数をアクティブにすることができます。
ねじ切り回数:
ねじ切り回数を指定します。
切込みモード:
切込みは、パスごとの切削の深さで、ねじ切りにおいて重要となります。連続する各パスでは、インサートの切削エッジのうち、大きい方の部分に刃物が当たります。切込みモードには 2 つのオプションがあります。
- [一定の切込み]: このオプションを選択すると、特定のパスから次のパスで、切削力と金属の除去率が大幅に増加する場合があります。例: 一定の 0.010 インチの切込みパスを指定して、60 度のねじフォームを製造する場合、2 番目のパスの金属除去量が最初のパスと比較して 3 倍になります。金属の除去量は、後続のパスごとに指数関数的に増加し続けます。
- [短縮された切込み速度]: このオプションは、より現実的な切削力で、パスごとに切削の深さが減少します。一定の切込みで発生する金属除去率の増加が回避されるため、このオプションを設定することをお勧めします。
切込み角度:
切込み角度を指定します。
ねじ先のフェード
ねじ先をフェードアウトすることができます。
スプリング パス
最終仕上げパスを 2 回実行して工具のふれによるストック残りを除去します。
サイクルを使用
有効にすると、固定サイクルとして出力を要求することができます。
切込み回数:
希望の切込み回数を指定します。
 [リンク]タブの設定
[リンク]タブの設定
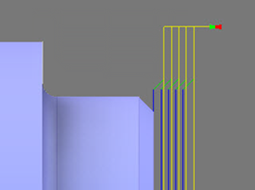
退避方法:
すべての切削パスの後、クリアランスの直径まで工具を退避する方法をコントロールします。または、ジョブから短い距離だけ離れて退避します。距離は、[セーフ距離]の値に基づいて決定します。
-
完全退避: 次のパスの始点上を移動する前に、工具をパスの終端で退避高さまで完全に退避させます。
完全退避
-
最小退避: 工具がワークピースをクリアする最低の高さプラス任意の指定したセーフ距離までまっすぐ上に移動します。
最小退避