용접 롤아웃을 사용하여 가장자리를 함께 봉합하거나 연결하는 방법을 지정할 수 있습니다. 용접은 용접한 이후에 결과가 유지되고 매개변수 조정 이후에 다시 사용된다는 측면에서 누적된다고 볼 수 있습니다. 일반적으로 허용 오차 배율 값을 1.0(기본값)으로 지정하여 시작한 후 늘립니다.
-
몸체 오브젝트 선택 >
 수정 패널 > 편집 가능한 몸체 오브젝트 롤아웃 > 용접 버튼 클릭 > 용접 롤아웃
수정 패널 > 편집 가능한 몸체 오브젝트 롤아웃 > 용접 버튼 클릭 > 용접 롤아웃
용접 전에 가장자리 하위 오브젝트 수준에 액세스할 경우 봉합된 오브젝트(흰색)와 열려 있는 가장자리(파란색)를 볼 수 있습니다. 비복합 가장자리(둘 이상의 면이 있는 가장자리)는 짙은 주황색으로 표시됩니다.
용접 모드는 이 롤아웃이 열려 있는 한, 활성 상태를 유지합니다. 이 모드를 끝내기 전에 원하는 결과를 얻을 때까지 반복해서 매개변수를 변경하고 용접할 수 있습니다. 이 모드를 끝내려면 용접 롤아웃에서 적용 또는 취소를 클릭하십시오.
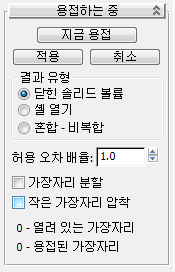
- 지금 용접
- 현재 설정을 사용하여 용접하고 용접 모드를 그대로 유지합니다.
- 적용
- 현재 결과를 저장하고 용접 모드를 끝낸 후 용접 롤아웃을 닫습니다.
- 취소
- 원래 모델로 되돌아가고 용접 모드를 끝낸 후 용접 롤아웃을 닫습니다.
결과 유형 그룹
다음 중에서 용접 결과를 선택합니다.
- 닫힌 솔리드 볼륨용접 후에 닫힌 솔리드를 형성합니다.
- 셸 열기용접 후에 열려 있는 셸을 형성합니다.
- 혼합모델이 깔끔하지 않고 적절한 결과를 얻기 위해 추가 작업이 필요한 경우 이 옵션을 선택합니다.
- 허용 오차 배율
- 몸체 허용 오차에 적용할 배율을 지정하여 용접 허용 오차를 구합니다. 적절히 촘촘한 몸체 오브젝트는 허용 오차 배율 값 1.0을 지정하여 깔끔하게 용접할 수 있습니다. 가장자리에 잘 연결되어 있지 않은 몸체는 올바르게 용접하기 위해 10.0, 100.0 또는 심지어 1000.0 정도의 더 높은 몸체 허용 오차 값을 지정해야 할 수 있습니다. 100보다 큰 값을 사용할 때는 작은 가장자리는 제거될 수 있으므로 주의하십시오.
- 가장자리 분할
- 이 옵션이 설정되면 T 접합 부분에서 가장자리가 분할됩니다.
모델의 인접한 면 사이의 가장자리가 1:1로 일치하지 않는 경우도 있습니다. 예를 들어 오브젝트에 두 표면이 한쪽 가장자리의 1/3 표면만 결합되는 T 접합 부분이 있을 수 있습니다.
- 작은 가장자리 압착
- 이 옵션이 설정되면 용접 허용 오차가 더 작은 가장자리의 두 정점을 함께 용접하려고 하므로 가장자리가 삭제됩니다. 중요할 수 있는 형상의 손실을 맞기 위해서는 더 큰 허용 오차 설정으로 용접할 때는 아주 작은 조각을 포함하는 몸체 오브젝트에는 이 옵션을 사용하지 않도록 합니다.
- 열려 있는 가장자리 수
- 몸체 오브젝트의 열려 있는 가장자리 수를 표시합니다.
- 용접한 모서리 수
- 지금 용접을 마지막으로 클릭했을 때 용접된 가장자리 수를 표시합니다.