Mit dem Feature Fase wird mithilfe eines Fasenwerkzeugs ein Kantenbruch entlang eines Profils erstellt.
|
|
|
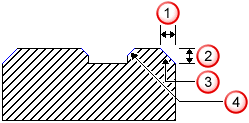
 Breite
Breite
 Tiefe
Tiefe
 Außen
Außen
 Innen
Innen
Wenn Sie die gesamte obere Kante eines gekrümmten Features mit einer Fase versehen möchten, verwenden Sie in dem Feature den optionalen Parameter Fase. Wenn Sie nur einen Teil der Kante eines Features mit einer Fase versehen möchten, verwenden Sie das Fasen-Feature
FeatureCAM wendet bei der Erstellung eines Fasen-Features den folgenden allgemeinen Prozess an:
- Wählt ein Fasenfräser Werkzeug automatisch aus dem Werkzeugkatalog anhand folgender Kriterien aus:
- die Breite und Tiefe der Fase,
- die engste Biegung im Profil,
- und der Eckenradius und innere Durchmesser des Rundwerkzeugs.
FeatureCAM berücksichtigt das Werkzeug und den inneren Durchmesser, um ein Werkzeug auszuwählen, welches die exakten Abmessungen besitzt, um eine Fase zu schneiden. Der Innenradius des Werkzeugs ist wichtig, da das Werkzeug genau in die Ecken des Profils passen muss.
Die Breite des Werkzeugs muss groß genug sein, um die für die Fase eingestellte Tiefe und Breite zu schneiden.
Falls kein Werkzeug identifiziert wird, das die Kriterien erfüllt, wird eine Fehlermeldung angezeigt und es wird kein NC-Code erstellt.
Sie können die automatische Werkzeugauswahl überschreiben und ein Kegelsenker-Werkzeug auswählen. Wenn Sie einen Kegelsenker verwenden, müssen Sie Ihren Aufspannpunkt ggf. anpassen, um eine genaue Fase zu fräsen.
Sie können das vorgegebene Werkzeug für Fasenoperationen auf der Seite Werkzeugauswahl im Dialogfeld Bearbeitungsattribute ändern.
- Wählt die Vorschübe und Drehzahlen basierend auf dem bearbeiteten Rohteilmaterial aus. FeatureCAM wählt Vorschübe und Drehzahlen für alle Fräsoperationen mithilfe der Vorschub-/Drehzahldatenbank aus, die Sie anpassen können.
- Es erstellt einen Schruppdurchlauf.
Folgende wichtigen Aspekte sind beim Schruppen zu beachten:
- Erreichen der Tiefe - Das Werkzeug muss die Tiefe erreichen. Dies wird durch eine Eintauchbewegung erreicht.
- Horizontaler Schritt - Die Größe des horizontalen Schritts wird über das Attribut Bahnabstand auf der Registerkarte Zustellungen gesteuert. Wenn es nur einen Durchgang gibt, wird keine horizontale Zustellungsbewegung durchgeführt.
- Schlichtaufmaß - Der Parameter Planen gibt die Materialmenge an, die nach einem Schruppdurchlauf übrig bleiben soll. Die Standardeinstellung ist 0,02.
- Es generiert einen Schlichtdurchlauf. Der Schlichtschnitt ist standardmäßig deaktiviert, und das gesamte Feature wird mit dem Schruppdurchgang bearbeitet. Diese Einstellung kann auf der Seite Strategie geändert werden.
Die wichtige Aspekte des Schlichtens sind Folgende:
- Werkzeugauswahl - Nach dem Schruppen wird das Schruppwerkzeug zum Schlichten der Fase verwendet. Mit Schlichtwerkzeug wird FeatureCAM angewiesen, ein separates Schlichtwerkzeug auszuwählen (mit den gleichen Eigenschaften, es sei denn, Sie überschreiben diese).
- Horizontaler Schritt - Die Größe des horizontalen Schritts wird über das Attribut Bahnabstand auf der Registerkarte Zustellungen gesteuert. Bei nur einem Durchgang erfolgt kein horizontaler Schritt. Der Kontaktpunkt des Werkzeugs wird durch das Attribut Fasentiefe gesteuert.
- Schlichtschnitte und Überlappung - Das Werkzeug arbeitet mit der durch die Schlichtschnitte festgelegten Anzahl um die Fase. Dabei überlappt es den Startpunkt um den durch die Schlichtüberlappung festgelegten Betrag.
- Zurückziehen entfernt das Werkzeug vom Rohteil und richtet es für die nächste Operation ein.
- Um alle Instanzen dieses Featuretyps im aktuellen Dokument zu bearbeiten, verwenden Sie den Bearbeitungsattribute-Dialog.
- Verwenden Sie, um ein einziges Feature zu ändern, die Werkzeuge-, Fräsen-, Strategie- und Sonstige- Eigenschaften-Registerkarten für das Feature im Feature-Eigenschaften-Dialog.
Sie können diesen Vorgang an folgenden Stellen ändern:
Die Werkzeugdatenbank hat auch maßgeblichen Einfluss auf die Bearbeitung eines Features, und die Vorschub-/Drehzahldatenbank wird zum Festlegen der verwendeten Vorschübe und Drehzahlen herangezogen.