Esta configuración puede utilizarse para filtrar zonas que tienen cantidades mínimas de material restante dejado por la herramienta anterior. El valor por defecto 0 significa que intenta cortar en los lados que la herramienta anterior tuvo un doble contacto con las superficies de la pieza, incluyendo un empalme del mismo tamaño que la herramienta anterior (asumiendo que al Porcentaje de sobrecorte también se le asigna el valor 0). Cuando se le asigna un valor positivo al Resto mínimo, el remecanizado solo incluye trayectorias que eliminan el material restante mayor que esta profundidad. Se utiliza principalmente en el caso de tener empalmes de la pieza con el mismo tamaño que la herramienta anterior y otros más pequeños. Si no desea remecanizar los empalmes del mismo tamaño que la herramienta anterior, puede asignar al Porcentaje de sobrecorte el valor de 0 y al Resto mínimo el valor de 1 o 2 veces la tolerancia de mecanizado para asegurarse de que estos empalmes no se vuelven a mecanizar.
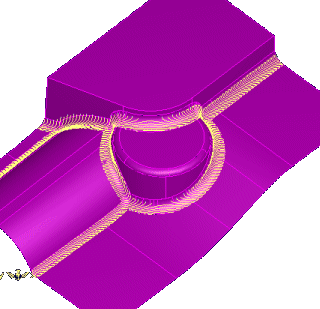
El siguiente ejemplo tiene algunos empalmes con un radio de 10 mm y otros menores. En un remecanizado con el Diámetro de la herramienta anterior de 20 mm y el Porcentaje de sobrecorte por defecto de 5 se remecanizan todos los empalmes:
Si asigna al Porcentaje de sobrecorte el valor de 0 para evitar el corte de los empalmes de 10 mm, puede que se generen algunas trayectorias de herramienta no deseadas, dependiendo de la tolerancia de mecanizado y de la exactitud del modelo de la pieza. En este caso la tolerancia de mecanizado tiene un valor de 0,01 mm y se han obtenido algunas trayectorias no deseadas:
|
|
|
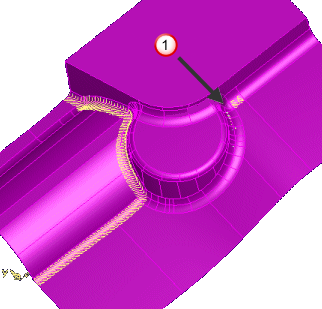
 - Trayectorias de herramienta no deseadas
- Trayectorias de herramienta no deseadas
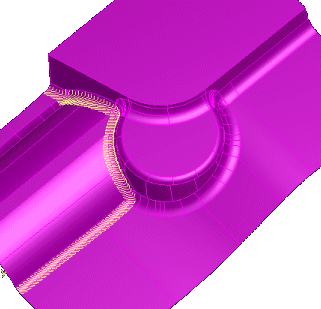
Por lo general, si asigna al Resto mínimo dos veces el valor de dicha tolerancia (0,02 mm en este caso) se eliminan estas trayectorias de herramienta de más.
La opción de Resto mínimo también puede utilizarse para eliminar el ruido de las trayectorias de herramienta durante el remecanizado debido a imprecisiones en las superficies de la pieza, modelos no sólidos, tolerancias erróneas, etc.