Un proceso para la creación de una gran variedad de tipos de agujeros como taladrado, roscado y perforación.
|
 |
|
Acceso: |
Cinta de opciones:
ficha CAM  panel Taladrado
Taladrar
panel Taladrado
Taladrar

|
El taladrado es una tarea de mecanizado común para crear agujeros en la pieza de trabajo. Esta función suele activar los ciclos predeterminados de los controles CNC. Estos ciclos incorporan el movimiento común que se usa para una tarea de mecanizado de un agujero específico. Suele haber ciclos predeterminados para las tareas básicas de taladrado, taladrado de agujeros profundos, escariado, perforación y roscado. La salida de ciclo predeterminado en el código final depende del posprocesador y de las prestaciones de las máquinas.
Estos son los tipos de movimiento de taladrado que se pueden realizar con esta ruta de herramienta:
- Taladrado: taladrado estilo G81 con salida rápida.
- Escariado: taladrado estilo G82 con parada del seguidor en la parte inferior y salida rápida.
- Rotura de viruta: rotura de viruta con retracciones de picoteo y parciales entre picoteos.
- Taladrado profundo: taladrado profundo con retracciones de picoteo y totales entre picoteos.
- Taladrado profundo guiado: taladrado de pistola: taladrado profundo que genera un agujero muy redondo con un diámetro de precisión. Muy útil para agujeros profundos y rectos en una amplia variedad de materiales.
- Roscado: roscado (G84/G74). Velocidad y avance sincrónicos del eje.
- Roscado con rotura de viruta: roscado con rotura de viruta.
- Cortar: permite reducir el avance y la velocidad antes de cortar un agujero.
- Escariado: escariado (estilo G85) con salida.
- Perforación: perforación con parada del seguidor en parte inferior y salida.
- Detener perforación: perforación (estilo G86) con parada de eje en la parte inferior y salida rápida.
- Perforación fina: perforación fina con alejamiento del lado del agujero.
- Perforación inversa: perforación desde detrás.
- Fresado de cajera circular: fresado de cajera circular.
- Fresado de taladro: fresado de taladro.
- Fresado de rosca: fresado de rosca.
- Sonda: se utiliza para medir un componente en la pieza con una herramienta de sonda, o bien utilizar macros de la máquina para definir el SCT. Se requiere una manipulación especial de los posprocesadores según la máquina.
La geometría de entrada para estos ciclos se puede seleccionar directamente desde los componentes de la geometría de la pieza, y coherente con otras operaciones 2D, la geometría de entrada también se puede seleccionar desde un boceto (por ejemplo: centros de arcos).
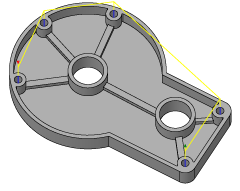
Cuando se trabaja con modelos sólidos, la forma más fácil de utilizar el taladrado es seleccionar las caras cilíndricas de los agujeros. De esta manera, se establecen automáticamente la altura y profundidad correctas del material para cada agujero. El taladrado reconoce agujeros con distintas alturas y profundidades iniciales para crear una sola operación de taladro. Observe que, cuando se parte de caras cilíndricas, la opción Seleccionar el mismo diámetro está disponible. Esto permite seleccionar agujeros similares de forma sencilla y automática.
 Parámetros de la ficha Herramienta
Parámetros de la ficha Herramienta
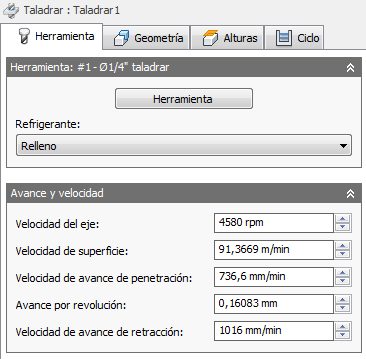
Refrigerante
El tipo de refrigerante que se utiliza con la herramienta.
Velocidad del eje
Velocidad de rotación del eje.
Velocidad de superficie
Velocidad del eje expresada como la velocidad de la herramienta en la superficie.
Velocidad de avance de penetración
Avance utilizado para la penetración en el material.
Avance por revolución
Velocidad de avance de penetración expresada como avance por revolución.
Velocidad de avance de retracción
Avance utilizado al realizar la retracción cuando no se utilizan movimientos rápidos (G0).
 Parámetros de la ficha Geometría
Parámetros de la ficha Geometría
Vea esta breve animación para conocer los aspectos generales de los filtros de selección de agujero.
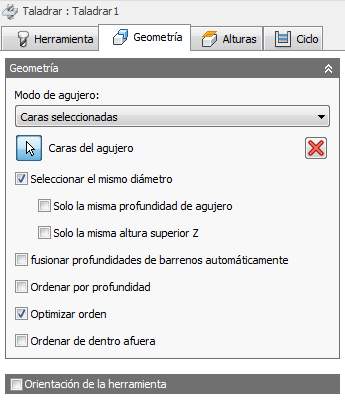
Modo de agujero
Especifica qué tipo de selecciones se pueden utilizar para buscar las ubicaciones de taladrado. Al seleccionar caras, se proporciona información adicional, como la altura inicial y la profundidad del agujero. Los puntos seleccionados solo devolverán la ubicación XY y la altura inicial Z del agujero. Caras seleccionadas es el método preferido para la selección de ubicaciones de taladrado porque mantiene la asociación con la función de modelo y actualizará la operación de taladrado si el modelo cambia.
- Caras seleccionadas: se utiliza para la selección de funciones basada en modelos como cilindros o chaflanes de agujeros.
- Puntos seleccionados:se utiliza para la selección de agujeros basada en la geometría, como aristas de agujero o geometría de boceto.
| Caras seleccionadas: cilindro | Caras seleccionadas: chaflán | |

|

|
|
| Puntos seleccionados: arista de agujero | Puntos seleccionados: punto de boceto | Puntos seleccionados: círculo de boceto |

|

|

|
Caras del agujero
Contiene el número de caras seleccionadas para el taladrado. Se utiliza para la selección de operaciones basada en modelos. Utilice la X para desmarcar todos los elementos seleccionados.
Puntos de agujero
Contiene el número de puntos o curvas de arista que se ha seleccionado para el taladrado. Se utiliza para la selección de agujeros basada en la geometría. Utilice la X para desmarcar todos los elementos seleccionados.
Seleccionar el mismo diámetro
Marque esta opción para seleccionar todos los agujeros con el mismo diámetro que la operación seleccionada actualmente.
Una sola selección encontrará todos los agujeros coincidentes. El uso de esta opción está asociado con el modelo. Si posteriormente se agregan agujeros adicionales con el mismo diámetro, al regenerar la operación se incluyen automáticamente los agujeros agregados en el ciclo de taladrado.
Ejemplo: si activa esta opción, seleccione un solo agujero de 6 mm y un único agujero de 12 mm. Los agujeros de 6 mm y 12 mm de la pieza se seleccionarán automáticamente.
Solo la misma profundidad de agujero
Marque esta opción para seleccionar todos los agujeros que comparten la misma distancia de la parte superior a la inferior que la operación seleccionada actualmente.
Ejemplo: puede utilizar este método para distinguir entre agujeros roscados de 6 mm y agujeros taladrados de 6 mm de distintas profundidades.
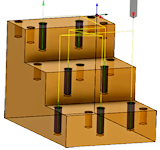
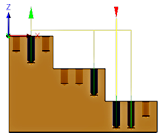
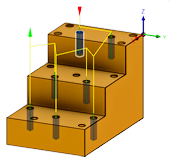
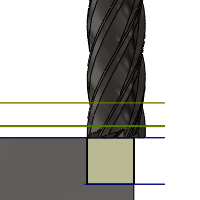
| Agujeros de poca profundidad (6 mm) seleccionados: vista ISO | Agujeros de poca profundidad (6 mm) seleccionados: vista frontal |
|
|
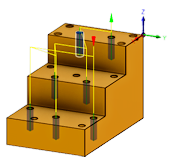
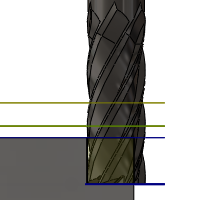
| Agujeros de mucha profundidad (6 mm) seleccionados: vista ISO | Agujeros de mucha profundidad (6 mm) seleccionados: vista frontal |
|
|
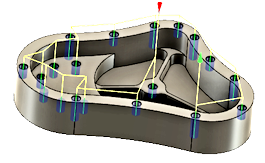
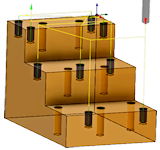
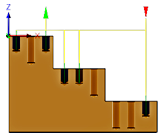
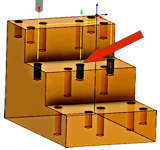
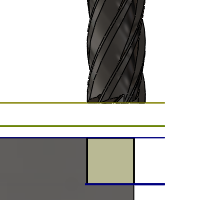
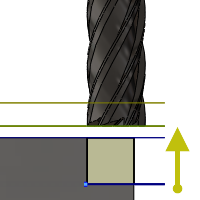
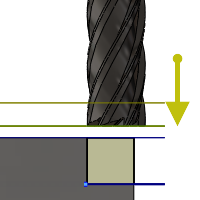
Solo la misma altura superior Z
Marque esta opción para seleccionar todos los agujeros que comparten la misma altura superior Z que la operación seleccionada actualmente.
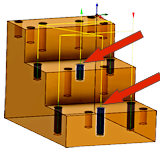
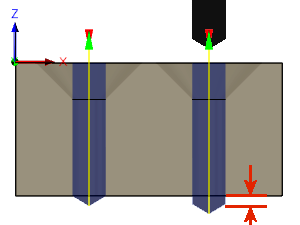
Se puede usar como una forma de limitar el mecanizado a un nivel Z. La flecha roja debajo indica el componente seleccionado
|
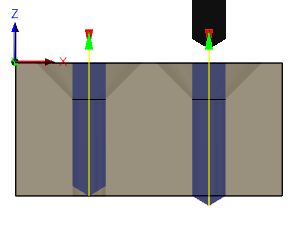
Todos los agujeros de poca profundidad, a la altura del nivel intermedio. |
Todos los agujeros de poca profundidad, a la altura del nivel intermedio. Todos los agujeros de mucha profundidad, a la altura del nivel más bajo. |
|
|
Fusionar profundidades de barrenos automáticamente
Marque esta opción para combinar varios segmentos de barreno. Cuando está activada, se incluyen todos los segmentos de barreno para determinar la altura inicial de taladrado. Utilice esta opción cuando el agujero de taladro seleccionado tiene un escariado. De este modo, se fuerza que la altura inicial esté en la parte superior del agujero de escariado, en lugar de en la parte superior del agujero taladrado.
"Ejemplo": si un agujero se ha punteado o escariado primero, es posible que desee iniciar el taladrado desde un espacio libre por encima de esa área mecanizada. Al activar la opción de fusionar automáticamente, se inicia el taladrado desde encima del segmento de agujero más alto.
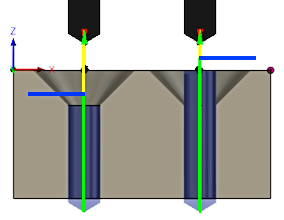
|
Agujero de lado izquierdo: fusionar automáticamente desactivado Agujero de lado derecho: fusionar automáticamente activado La línea azul indica la altura inicial de taladrado. |
Ordenar por profundidad
Cambia el orden del más alto al más bajo, o del más bajo al más alto. Cuando esta opción está desactivada, se comienza con los agujeros en el nivel Z más alto y se continúa progresivamente hacia abajo. Active para invertir el orden.
|
Cuando esta opción está desactivada. El primer agujero está en la Z más alta. |
Cuando esta opción está activada. El primer agujero está en la Z más baja. |
|
|
Optimizar orden
Si está activada, la ruta entre los agujeros está optimizada para la distancia más corta, de modo que se reduce el tiempo del ciclo.
Ordenar de dentro afuera
Active esta opción para cambiar el orden de la ruta de herramienta, de modo que comience en la posición más interna de la pieza. Desactive esta opción para que la ruta de herramienta comience a partir de una arista exterior y trabaje a través de la pieza.
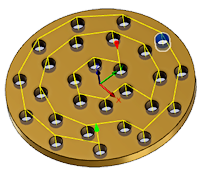
|
Cuando esta opción está activada: El primer agujero se encuentra en la posición más interna. |
Orientación de la herramienta
Permite redefinir el plano de mecanizado si es distinto al plano de herramienta en la configuración y cambiar el origen del sistema de coordenadas de trabajo (SCT - XYZ cero). La orientación de la herramienta establece el plano de mecanizado de trabajo XY y permite inclinar el eje (Z). Esta opción se puede usar para indexar el 4º eje y para la colocación de 5 ejes. También se conoce como posición de eje 3+2.
El menú desplegable Orientación proporciona las siguientes opciones para definir la orientación de los ejes X, Y, Z de la tríada:
- Configurar orientación del SCT: utiliza el sistema de coordenadas de pieza de trabajo (SCT) de la configuración actual para la orientación de la herramienta.
- Orientación del modelo: utiliza el sistema de coordenadas (SCT) de la pieza actual para la orientación de la herramienta.
- Seleccionar eje o plano Z y eje X: seleccione una cara o una arista para definir el eje Z y otra cara o arista para definir el eje X. Los ejes Z y X se pueden voltear 180 grados.
- Seleccionar eje o plano Z y eje Y: seleccione una cara o una arista para definir el eje Z y otra cara o arista para definir el eje Y. Los ejes Z e Y se pueden voltear 180 grados.
- Seleccionar ejes X e Y: seleccione una cara o una arista para definir el eje X y otra cara o arista para definir el eje Y. Los ejes X e Y se pueden voltear 180 grados.
- Seleccionar sistema de coordenadas: permite definir una orientación de herramienta específica para esta operación desde un sistema de coordenadas de usuario en el modelo. Utiliza el origen y la orientación del sistema de coordenadas existente. Utilice esta opción si el modelo no contiene un punto y un plano adecuados para la operación.
El menú desplegable Origen permite desplazar el origen del sistema de coordenadas de trabajo (SCT - XYZ cero). Ofrece las siguientes opciones para localizar el origen:
- Configurar origen del SCT: utiliza el origen del sistema de coordenadas de la pieza de trabajo (SCT) de la configuración actual para el origen de la herramienta.
- Origen del modelo: utiliza el origen del sistema de coordenadas (SCT) de la pieza actual para el origen de la herramienta.
- Punto seleccionado: seleccione un vértice o una arista para el origen de la tríada.
- Punto del cuadro de material: seleccione un punto en el cuadro delimitador del material para el origen de la tríada.
- Punto del cuadro de modelo: seleccione un punto en el cuadro delimitador del modelo para el origen de la tríada.
 Parámetros de la ficha Alturas
Parámetros de la ficha Alturas
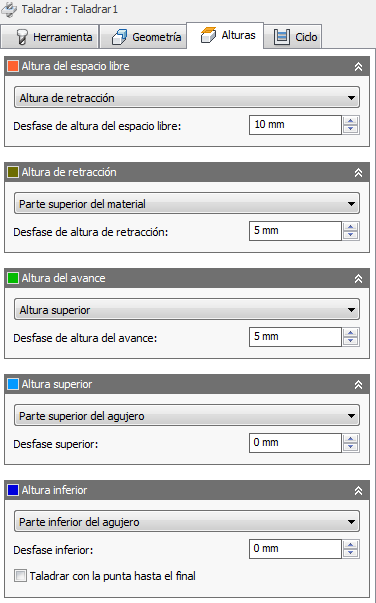
Altura del espacio libre
La altura del espacio libre es la primera altura a la que herramienta se desplaza en su camino hacia el principio de la ruta de herramienta.
Altura del espacio libre
- Altura de retracción: desfase incremental de la altura de retracción.
- Altura del avance: desfase incremental de la altura del avance.
- Altura superior: desfase incremental de la altura superior.
- Altura inferior: desfase incremental de la altura inferior.
- Parte superior del modelo: desfase incremental de la parte superior del modelo.
- Parte inferior del modelo: desfase incremental de la parte inferior del modelo.
- Parte superior del material: desfase incremental de la parte superior del material.
- Parte inferior del material: desfase incremental de la parte inferior del material.
- Parte superior del agujero: desfase incremental de la parte superior del agujero.
- Parte inferior del agujero: desfase incremental de la parte inferior del agujero.
- Selección: desfase incremental de un punto (vértice), una arista o una cara seleccionado en el modelo.
- Origen (absoluto): desfase absoluto del origen definido en Configuración o en Orientación de la herramienta dentro de una operación específica.
Desfase de altura del espacio libre
El Desfase de altura del espacio libre se aplica y guarda relación con la selección de altura del espacio libre en la lista desplegable anterior.
Altura de retracción
La Altura de retracción define la altura a la que la herramienta se desplaza antes de la siguiente pasada de corte. La Altura de retracción debería definirse por encima de la Altura del avance y Superior. La Altura de retracción se utiliza junto con el desfase posterior para establecer la altura.
Altura de retracción
- Altura del espacio libre: desfase incremental de la altura del espacio libre.
- Altura del avance: desfase incremental de la altura del avance.
- Altura superior: desfase incremental de la altura superior.
- Altura inferior: desfase incremental de la altura inferior.
- Parte superior del modelo: desfase incremental de la parte superior del modelo.
- Parte inferior del modelo: desfase incremental de la parte inferior del modelo.
- Parte superior del material: desfase incremental de la parte superior del material.
- Parte inferior del material: desfase incremental de la parte inferior del material.
- Parte superior del agujero: desfase incremental de la parte superior del agujero.
- Parte inferior del agujero: desfase incremental de la parte inferior del agujero.
- Selección: desfase incremental de un punto (vértice), una arista o una cara seleccionado en el modelo.
- Origen (absoluto): desfase absoluto del origen definido en Configuración o en Orientación de la herramienta dentro de una operación específica.
Desfase de altura de retracción
El Desfase de altura de retracción se aplica y guarda relación con la selección de altura de retracción en la lista desplegable anterior.
Altura del avance
La altura de avance define la altura a la que se dirige la herramienta antes de cambiar a la velocidad de avance/penetración para introducir la pieza. La altura del avance debería definirse por encima de la Parte superior. Una operación de taladrado utiliza esta altura como la altura del avance inicial y la altura de retracción de picoteo. La altura del avance se utiliza junto con el desfase posterior para establecer la altura.
Altura del avance
- Altura del espacio libre: desfase incremental de la altura del espacio libre.
- Altura de retracción: desfase incremental de la altura de retracción.
- Desactivada: si se desactiva Altura del avance, la herramienta desciende rápidamente hasta la entrada.
- Altura superior: desfase incremental de la altura superior.
- Altura inferior: desfase incremental de la altura inferior.
- Parte superior del modelo: desfase incremental de la parte superior del modelo.
- Parte inferior del modelo: desfase incremental de la parte inferior del modelo.
- Parte superior del material: desfase incremental de la parte superior del material.
- Parte inferior del material: desfase incremental de la parte inferior del material.
- Parte superior del agujero: desfase incremental de la parte superior del agujero.
- Parte inferior del agujero: desfase incremental de la parte inferior del agujero.
- Selección: desfase incremental de un punto (vértice), una arista o una cara seleccionado en el modelo.
- Origen (absoluto): desfase absoluto del origen definido en Configuración o en Orientación de la herramienta dentro de una operación específica.
Desfase de altura del avance
El Desfase de altura del avance se aplica y guarda relación con la selección de altura del avance en la lista desplegable anterior.
Altura superior
La Altura superior define la altura que describe la parte superior del corte. La Altura superior debería definirse por encima de la Parte inferior. La Altura superior se utiliza junto con el desfase posterior para establecer la altura.
Altura superior
- Altura del espacio libre: desfase incremental de la altura del espacio libre.
- Altura de retracción: desfase incremental de la altura de retracción.
- Altura del avance: desfase incremental de la altura del avance.
- Altura inferior: desfase incremental de la altura inferior.
- Parte superior del modelo: desfase incremental de la parte superior del modelo.
- Parte inferior del modelo: desfase incremental de la parte inferior del modelo.
- Parte superior del material: desfase incremental de la parte superior del material.
- Parte inferior del material: desfase incremental de la parte inferior del material.
- Parte superior del agujero: desfase incremental de la parte superior del agujero.
- Parte inferior del agujero: desfase incremental de la parte inferior del agujero.
- Selección: desfase incremental de un punto (vértice), una arista o una cara seleccionado en el modelo.
- Origen (absoluto): desfase absoluto del origen definido en Configuración o en Orientación de la herramienta dentro de una operación específica.
Desfase de parte superior
El Desfase superior se aplica y guarda relación con la selección de altura superior en la lista desplegable anterior.
Altura inferior
La Altura inferior determina la altura/profundidad del mecanizado final y la menor profundidad a la que la herramienta desciende en el material. La Altura inferior debería definirse por debajo de la Superior. La Altura inferior se utiliza junto con el desfase posterior para establecer la altura.
Altura inferior
- Altura del espacio libre: desfase incremental de la altura del espacio libre.
- Altura de retracción: desfase incremental de la altura de retracción.
- Altura del avance: desfase incremental de la altura del avance.
- Altura superior: desfase incremental de la altura superior.
- Parte superior del modelo: desfase incremental de la parte superior del modelo.
- Parte inferior del modelo: desfase incremental de la parte inferior del modelo.
- Parte superior del material: desfase incremental de la parte superior del material.
- Parte inferior del material: desfase incremental de la parte inferior del material.
- Parte superior del agujero: desfase incremental de la parte superior del agujero.
- Parte inferior del agujero: desfase incremental de la parte inferior del agujero.
- Selección: desfase incremental de un punto (vértice), una arista o una cara seleccionado en el modelo.
- Origen (absoluto): desfase absoluto del origen definido en Configuración o en Orientación de la herramienta dentro de una operación específica.
- Hasta la anchura del chaflán: permite que la herramienta taladre lo suficiente para que la anchura del chaflán coincida con el parámetro de entrada. El parámetro de entrada no debería superar la anchura del chaflán de la herramienta. El desfase de altura calculado depende de los parámetros de la herramienta (diámetro, diámetro de la punta y ángulo de la punta) y del diámetro del agujero. Algunas selecciones aceptables son las caras cilíndricas, los círculos o los arcos.
- Hasta el diámetro del chaflán: el diámetro del nuevo agujero es igual que el parámetro de entrada. Por tanto, el parámetro de entrada no debería superar el diámetro de la herramienta. El desfase de altura calculado depende de los parámetros de la herramienta y es independiente de la selección de agujeros. Algunas selecciones aceptables son las caras cilíndricas, los círculos o los arcos.
Desfase inferior
El Desfase inferior se aplica y es relativo a la selección de altura inferior en la lista desplegable anterior.
Taladrar con la punta hasta el final
Cuando se activa, la punta de la herramienta taladra más allá de la parte inferior del agujero. Coloca el labio del taladro hacia el diámetro completo en la parte inferior del agujero. También permite que la herramienta taladre completamente hasta la parte inferior, o más allá de la parte inferior con la profundidad de entrada.
|
Agujero de lado izquierdo: profundidad a la punta (desactivada) Agujero de lado derecho: profundidad al labio (activada) |
Profundidad de entrada
Especifica la distancia que el labio de la herramienta taladra más allá de la parte inferior del agujero, para garantizar un corte limpio de la pieza.
|
Agujero de lado izquierdo: entrada 0,0 in. Agujero de lado derecho: entrada 0,06 in. |
 Parámetros de la ficha Ciclo
Parámetros de la ficha Ciclo
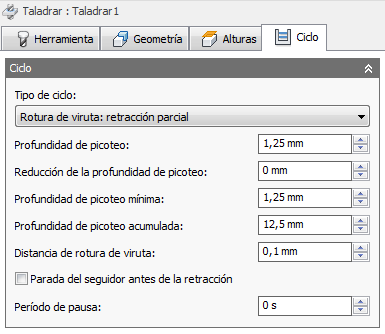
Tipo de ciclo
El Tipo de ciclo es el tipo de ciclo de taladrado. Inventor HSM proporciona una serie de ciclos de taladrado predefinidos (predeterminados).
La selección de un ciclo de taladrado determina los parámetros que se pueden especificar para la operación de taladrado.
- Taladrado: salida rápida: avance a la profundidad programada y salga rápidamente. Se utiliza para taladrado central, punteado y agujeros con profundidades de menos de tres veces el diámetro de la herramienta.
- Escariado: parada del seguidor y salida rápida: avance a la profundidad programada, pare durante un tiempo determinado y salga rápidamente. Se utiliza para crear una parte inferior plana en espacio libre de poca profundidad para tornillos. La parada del seguidor mejora el acabado en el suelo del agujero.
- Rotura de viruta: retracción parcial: para agujeros con profundidades de más de tres o cuatro veces el diámetro de la herramienta. Utiliza varios picoteos que retraen periódicamente la herramienta para partir las virutas o permitir que el refrigerante entre al agujero. Esto se conoce también como taladrado por picoteo.
- Taladrado profundo: retracción total: al igual que la rotura de viruta, pero retrae la herramienta completamente fuera del agujero para limpiar virutas o llenar el agujero con refrigerante. Esto se conoce también como taladrado por picoteo.
- Cortar: permite reducir el avance y la velocidad antes de cortar un agujero.
- Taladrado profundo guiado: taladrado de pistola: un taladro de pistola estándar tiene una sola arista de corte efectiva. Esta exclusiva geometría de la cabeza es diferente de un taladro convencional de torsión. Mientras se taladra, las plataformas de guía barnizan el agujero permitiendo que el agujero mantenga la rectitud. El resultado de esta actividad es un agujero muy redondo con un diámetro de precisión que también puede producir agujeros profundos y rectos en una amplia variedad de materiales.
- Roscado: es un proceso que corta las roscas en un agujero para aceptar tornillos. Introduce roscas a la derecha o a la izquierda en un agujero redondo con una herramienta de varios puntos que tiene un aspecto similar a un tornillo. Se utiliza con cabezas de roscado de inversión automática
- Roscado a izquierda: crea un agujero roscado para tornillos izquierdos. La rosca gira en sentido antihorario a medida que se introduce en el agujero y se invierte para salir del agujero.
- Roscado a derecha: crea un agujero roscado para tornillos derechos. La rosca gira en sentido horario a medida que se introduce en el agujero y se invierte para salir del agujero.
- Roscado con rotura de viruta: crea un agujero roscado por entrada y salida varias veces, cada vez más profundo, hasta que alcanza la profundidad final.
- Escariado: salida: entra e inmediatamente sale tras alcanzar la profundidad final. Esta es una operación de acabado de agujero de precisión.
- Perforación: pausa y salida: es similar al escariado, pero incluye una pausa en la profundidad inferior.
- Detener perforación: parada y salida rápida: entra hasta la profundidad, detiene la rotación del eje y sale rápidamente. Así se arrastra la inserción de la perforación a lo largo de la pared durante la retracción.
- Perforación fina: desplazamiento: es similar a detener perforación, excepto que orienta la punta de la inserción y la aleja del muro del taladro antes de realizar el movimiento de retracción.
- Perforación inversa: se desplaza hasta una profundidad dentro del agujero y se detiene, estando acoplada una herramienta de escariado inversa. El eje entonces comienza a girar y la herramienta avanza hacia arriba para realizar el escariado de la parte trasera de la pieza.
- Fresado de cajera circular: se puede utilizar para iniciar un ciclo predeterminado y personalizado en el control para cajeado circular.
- Fresado de taladro: se puede utilizar para iniciar un ciclo predeterminado y personalizado en el control para fresado de taladro helicoidal.
- Fresado de rosca: se puede utilizar para iniciar un ciclo predeterminado y personalizado en el control para fresado de rosca.
- Sonda: se utiliza para medir un componente en la pieza con una herramienta de sonda, o bien para utilizar macros de la máquina para definir el SCT. Se requiere una manipulación especial de los posprocesadores según la máquina. Consulte la función de sondeo más avanzada, dentro del menú desplegable Configuración.
Profundidad de picoteo
Define la profundidad del primer movimiento de picoteo, que entra en el material y sale de este para limpiar y romper virutas.
Reducción de la profundidad de picoteo
Cantidad que se reduce la profundidad de picoteo por picotazo.
Profundidad de picoteo mínima
Profundidad de picoteo mínima permitida.
Profundidad de picoteo acumulada
Especifica la profundidad de picoteo que fuerza una retracción total.
Distancia de rotura de viruta
Con una operación de rotura de viruta, el taladro se retira a una distancia especificada después de avanzar en el agujero para evitar la adherencia de virutas.
Parada del seguidor antes de la retracción
Permite la pausa antes de la retracción del picoteo para aplanar las virutas. Esta opción puede aumentar considerablemente la elevación de la herramienta en función del material que se esté mecanizando.
Período de pausa
Período de pausa es el tiempo de pausa en segundos. Al especificar un tiempo de pausa, se detiene cualquier movimiento del eje durante un período determinado mientras que el eje sigue girando a las revoluciones por minuto especificadas. Esta opción se puede usar para garantizar la limpieza de las virutas antes de la retracción de un agujero, lo que generalmente mejora el acabado de un agujero.
Por lo general, un tiempo de pausa de entre 1/4 de segundo y 1 segundo es suficiente. Como ejemplo, especifique 0,25 o 1/4 en este campo para realizar una pausa de 1/4 de segundo.
Al realizar el procesamiento posterior de un ciclo de taladrado, el tiempo de pausa se especifica como uno de los parámetros de ciclo de taladrado (normalmente P) y en la mayoría de los casos se muestra en milisegundos (ms).

Tiempo de pausa de 250 ms en G82
Si se publica con ciclos expandidos, el tiempo de pausa se muestra como un comando de pausa regular (G4).
Para calcular el tiempo de pausa mínimo que garantizará una revolución completa como mínimo, utilice un valor de 60 dividido por la velocidad del eje. Como ejemplo, a 350 rpm, el tiempo de pausa mínimo debería ser 60/350 = 0,171 s (que podría redondearse a 0,2 s).