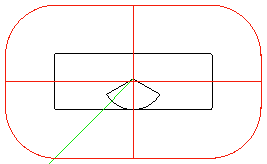
扇形アプローチ - 1 つのポイントを、仕上げパスの始点と終点の両方として使用します。この設定は、工具径補正を有効にするために大きなリード移動が必要なマシンで有用です。
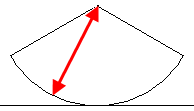
扇形半径 - 扇形の半径を、ネジ切り工具の半径に対する割合として指定します。扇形半径 の値を大きくするほど、ツールパスの始点はフィーチャーのバウンダリーから離れます。
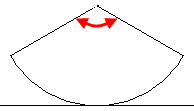
扇形角度 - 扇形の角度を入力します。扇形角度は、リードインとリードアウトの円弧の角度の組み合わせです。
直線ランプ距離 - ネジ切りフィーチャーの直線アプローチの長さを入力します。
ランプ直径 % - 工具が、ネジ切りフィーチャーにランプ イン、または、ランプ アウトする際の、円弧の半径を制御します。工具直径に対する割合として指定します。
負の角度の場合、円弧上で時計回りにランプします。1000 より大きな値の場合、工具は最初の切削の接線上に、直線で移動します。0 に設定した場合、工具は最初の切削に、垂直にアプローチします。
この角度は、ネジ切りフィーチャーのランピングの、始点と終点を制御します。工具は、ランプ角度オフセット を使用して ランプ直径 % の半径の円弧に沿って移動し、ランピングの始点を決定します。正の値の場合、反時計回りになります。
荒加工 - ネジ切りフィーチャーに、荒加工工程を追加します。ステップオーバー を、荒加工工程に対する割合 (%) として指定します。ネジ切りプロパティ ダイアログのツリー ビューで荒加工パスをクリックしてから フライス加工 タブを選択し、荒加工工程のプロパティを編集します。
仕上げ - ネジ切りフィーチャーを作成するときに仕上げ加工を含めるには、このオプションを選択します。仕上げ加工の 仕上げ代 と 仕上げ回数 を入力します。ネジ切りプロパティ ダイアログのツリー ビューで仕上げパスをクリックしてから フライス加工 タブを選択し、仕上げ工程のプロパティを編集します。
仕上げ回数 - 仕上げ回数 は、ネジ切りの最後のパスの繰り返しの回数です。仕上げ回数 は、ネジを完成するまでのパスの回数です。
条数 - 多条ネジの場合、2 以上の値を入力します。
スタート角度 - スタート角度 は、ネジの始点を反時計回りで決定します。
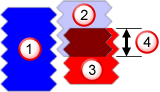
オーバーラップ - ネジ切り工具の回転の、直前の回転とのネジ山のオーバーラップ数を入力します。最低 1 つのネジ山のオーバーラップが推奨されています。
|
|
|
 ネジ フィーチャー
ネジ フィーチャー
 工具回転 1
工具回転 1
 工具回転 2
工具回転 2
 オーバーラップ
オーバーラップ
外部有効刃数 - ネジ切りの最初のパスで、ネジ フィーチャーの上(送りがマイナス Z 方向の場合)、または、下(送りがプラス Z 方向の場合)に存在する刃数を指定します。
テーパー近似角度 - テーパー ネジでは、Z 方向の移動にともない、ツールパスの直径も増加します。これらの移動は、3D 円弧で近似されます。テーパー近似角度 は、単一の円弧で近似されるネジ周りの角度です。360 度が、テーパー近似角度 で均等に分割されます。90 度に設定した場合、工具の 1 回転が 4 つの 円弧に分割されます。
OD 深さ % - 外径ネジ切りフィーチャーの、ピッチ 対 ネジ高さ の比率のデフォルトです。
ID 深さ % - 内径ネジ切りフィーチャーの、ピッチ 対 ネジ高さ の比率のデフォルトです。
ヘリカル ランプ
パーツライン プログラム - パーツライン プログラム(パーツライン プログラミング)は、フライス加工フィーチャーの特殊な工具径補正です。工具の中心軌跡ではなく、フィーチャーの図面の寸法からツールパスを作成します。パーツライン プログラムを使用する場合も、フィーチャーを加工するための工具は重要です。荒加工にも同じ工具を使用する場合、荒加工パスの領域を十分に加工できるよう、実際の工具直径と FeatureCAM の工具直径との偏差が大きくなりすぎないように注意します。また、選択した仕上げ工具の直径が、フィーチャー全体を加工できるサイズ(大きすぎないサイズ)であることを確認します。選択した工具が幅の狭いコーナーよりも大きい場合、工具径補正だけでツールパスを修正することはできません。
FeatureCAM は仕上げパスの始点を自動計算し、仕上げパスに、直線移動と ランプ直径 に基づくランプ移動を追加して工具径補正を適用します。「ランプ インが見つかりません」、「ランプ アウトが見つかりません」、「ツールパスの終点を延長できません」 などの警告が表示された場合、ランプ直径 を小さくするか、下孔ポイント を変更します。
貫通 - 貫通 を選択して、孔の長さを孔の直径の 10% 大きくします。これにより、孔あけに備えてバリを防ぎます。貫通 が選択されていない場合、工具がネジの最後を越えて加工しないようにします。