フライス加工の フィーチャー プロパティ ダイアログの その他 タブを使用して、フィーチャーの加工オプションを編集します。
B 軸座標系位置 - B 軸 Turn/Mill フィーチャーに適用されます。
仕上げ前に面取り - 仕上げ工程の前に、面取り工程を実行します。
エッジ面取り半径 - 半径を指定して、フィーチャーの外側シャープ コーナーを自動的に丸めます。フィーチャーの形状は変化しませんが、ツールパスは丸みを反映して修正されます。
Z ステップ一定 - 各 Z ステップの深さを同じにします。
送りオーバーライド % - FeatureCAM が算出した送り速度に対する割合です。100 より小さな値の場合、算出された送り速度は減少します。100 より大きな場合、算出された値は増加します。
最大回転数 RPM - スピンドルの最高回転数を RPM で入力します。
最小コーナー半径 - 半径を指定して、フィーチャーの内側コーナーを自動的に丸めます。フィーチャーの形状は変化しませんが、ツールパスは丸みを反映して修正されます。
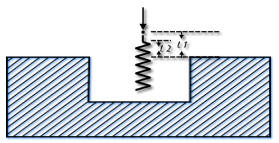
プランジ クリアランス - 加工箇所からの距離を入力します。工具は、この位置から切削送りとなります。仕上げ工程の プランジ タブで、この値をオーバーライドすることができます。
図の L1 に該当します。
深孔の加工時、ドリルはペッキングするたびにこの距離までリトラクトします。フライス加工フィーチャーでは、デフォルトで、荒加工と仕上げに同じ値が用いられます。その結果、加工の前に、工具がフィーチャーの上部からフロアに送られることになります。フィーチャーの内部まで工具を送るには、工程の プランジ クリアランス に負の値を入力しますが、その値がフィーチャーのフロアより上であることを確認します。
深さまで早送りする場合、プランジ クリランス に負の値を入力するか、サーフェスを認識してアプローチ を選択します。
切込み送りオーバーライド % - フライス加工工程でストックに最初にプランジする際の、送りの割合を入力します。
プランジ クリアランスへリトラクト - 加工の後、Z 早送り平面 ではなく、より低い位置にある プランジ クリアランス までリトラクトします。
主軸回転数 RPM オーバーライド % - FeatureCAM が算出したスピンドルの回転数に対する割合です。100 より小さな値の場合、回転数は減少します。100 より大きな場合、値は増加します。
スプライン トレランス - スプラインとして定義されている輪郭を、円弧とラインで近似します。近似のトレランスを入力します。値が小さいほど、輪郭は滑らかになります。
副座標系 ID - 各フィーチャーに、異なる副座標系オフセットを使用することができます。XBUILD の予約語 <SUBFIXTURE> に対応します。座標系 ID が 54 の場合、副座標系 ID に 1 を入力すると、54.1 が出力されます。
パターンには、副座標系 ID 開始 と 副座標系 ID 増分値 を入力します。座標系 ID が 54 の場合、副座標系 ID 開始 に 1、副座標系 ID 増分値 に 1 を入力すると、54.1、54.2、54.3 が出力されます。
副座標系 ID 増分値 - 副座標系 ID を参照
副座標系 ID 開始 - 副座標系 ID を参照
工具 % 円弧半径 - 自動選択される工具のサイズを制御します。
Z 早送り平面 - パーツの上部からの、Z 方向の最小安全距離を入力します。
工具は、フィーチャーから離れて早送りになる前に、フィーチャーの Z 早送り平面 までリトラクトします。 次のフィーチャーの Z 早送り平面 の高さが異なる場合、そのフィーチャーへの早送り移動の Z 高さ(Z 座標)も変化することになります。つまり、次のフィーチャーに到達した際、工具は、そのフィーチャーの Z 早送り平面 に配置されます。
この値は、現在のユーザー座標系のストック上部に相対します。プランジ クリアランス と比較します。