次のパーツには、多数のフィーチャーがあります。
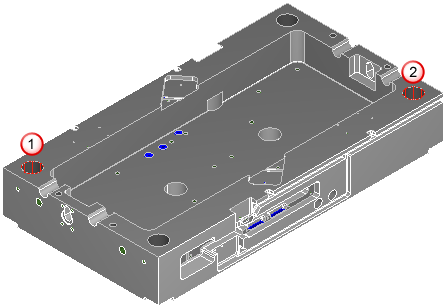
フェース フィーチャーを加工した後は、1 つめのボーリング フィーチャー  、その次に 2 つめのボーリング フィーチャー
、その次に 2 つめのボーリング フィーチャー  、そして、残りのフィーチャーが加工されます。不要な加工時間を削減するため、ボーリング を加工した後にプロービングし、その結果に基づいて、加工の意思決定(続行、リマシニング、中止)を行います。
、そして、残りのフィーチャーが加工されます。不要な加工時間を削減するため、ボーリング を加工した後にプロービングし、その結果に基づいて、加工の意思決定(続行、リマシニング、中止)を行います。
- Test Jump Label フィーチャーを作成して、処理を開始します。
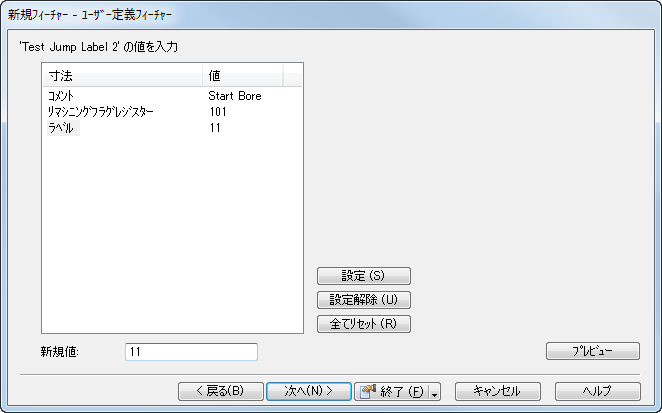
この Test Jump Label フィーチャーの NC データは、次のとおりです。
(Test Jump Label PROBEOPER TEST_JUMP_LABEL1)
(Start Bore)
#101=0
N11
- 意思決定のプロセスはフェース フィーチャーの後に開始するため、Test Jump Label の 基準優先順位 を 2 に設定して、パーツ ビュー でフィーチャーを適切な位置にドラッグします。
- ボーリング 1 を加工した後にプロービングする、Measure Boss/Bore フィーチャーを作成します。
- プロービングの結果に基づいて処理する、Test Abort/Continue/Remachine フィーチャーを作成します。ここでは、以下の値に設定しています。
規定値 27.000
トレランス値 0.050
続行ラベル 12
リマシニング ラベル 11 (Test Jump Label の開始に設定された値)
サイズ エラー 13
- このフィーチャーは 5 つめのフィーチャー (1. フェース フィーチャー、2. Test Jump Label、3. ボーリング 1 フィーチャー、4. Measure Boss/Bore フィーチャー) のため、基準優先順位 を 5 に設定します。
この Test Abort/Continue/Remachine フィーチャーの NC データは、次のとおりです。
( Test Abort/Continue/Remachine PROBEOPER TEST_ABORT_CONTINUE_REMACHINE1 )
(Remachining check conditional)
(Begin decision sequence)
#102=27 (nominal value)
#104=[#102-#510] (signed difference of actual from nominal)
#103=0.05 (tolerance value)
(Decision 1)
IF [ABS[#104]LT#103] GOTO 12 (within tolerance case)
(Decision 2)
IF [#104LT0]GOTO 13
(Decision 1 and 2 skipped)
[#101=#101+1]
IF [#101EQ1] GOTO 11 (run toolpath again)
DPRNT[Error: Second Required Remachining]
GOTO 99999
(Decision 2 result)
N13
DPRNT[Error: Too Big]
GOTO 99999
(Decision 1 result)
N12
N835 M5 M9
N840 G91 Z0
N845 M01
- NC データの最後に、中止ラベルを作成します。
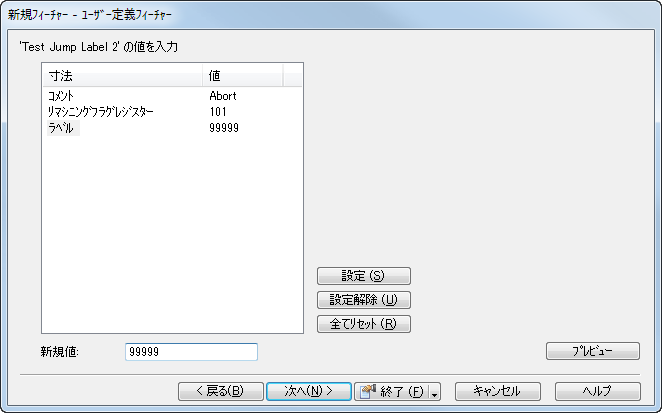
- 基準優先順位 を、大きな値 (例: 100) に設定します。
この Test Jump Label フィーチャーの NC データは、次のとおりです。
( Test Jump Label PROBEOPER TEST_JUMP_LABEL3 )
(Abort)
#101=0
N99999