一定切込み - 荒加工切込み を参照してください。
X 仕上げ代
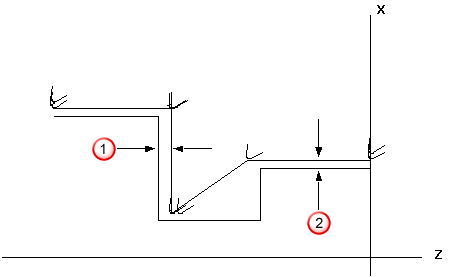
Z 仕上げ代
X 仕上げ代
Z 仕上げ代 - X 仕上げ代 を参照してください。
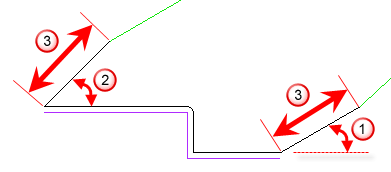
荒加工切込み角度 - ノーズ R 補正 が無効な荒加工パスで、工具がストックに切込む角度を入力します。
仕上げ切込み角度 - ノーズ R 補正 が無効な仕上げパスで、工具がストックに切込む角度を入力します。
荒加工逃げ角度 - ノーズ R 補正 が無効な荒加工パスで、工具がストックから離れる角度を入力します。
仕上げ逃げ角度 - ノーズ R 補正 が無効な仕上げパスで、工具がストックから離れる角度を入力します。
切上げ長さ - 逃げ角度 に沿った距離を入力します。工具は、次のステップに戻る前にこの距離だけリトラクトします。
切上げ長さ
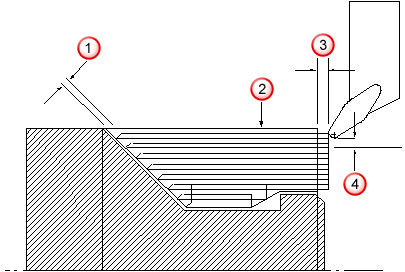
バウンダリー
 クリアランス
クリアランス
 深さ
深さ
クリアランスを仕上げ切上げ長さとして使用 - 仕上げ加工でのアプローチと、切上げの長さの両方に、クリアランス の値を使用します。 このオプションを選択解除した場合、切上げ長さ の値が使用されます。
ノーズ R 補正
旋削フィーチャー、ボーリング フィーチャー、フェース フィーチャーのツールパス作成時に、工具半径を無視します。パーツの実際の図形データが、ツールパスとして出力されます。このオプションが有効の場合、オペレーターによってマシンのノーズ R 補正が実行されると想定されます。
荒加工、中仕上げ、仕上げ の工程に、ノーズ R 補正 を使用するかどうかを選択します。ノーズ R 補正 の リードイン角度、リードアウト角度、リード距離 を入力します。
|
旋削フィーチャーでの例:
|
|
荒加工リードイン角度 - ノーズ R 補正 が有効な荒加工パスで、工具がストックに切込む角度を入力します。
仕上げリードイン角度 - ノーズ R 補正 が有効な仕上げパスで、工具がストックに切込む角度を入力します。
荒加工リードアウト角度 - ノーズ R 補正 が有効な荒加工パスで、工具がストックから離れる角度を入力します。
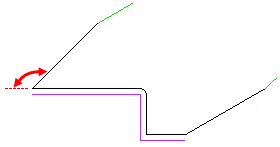
仕上げリードアウト角度 - ノーズ R 補正 が有効な仕上げパスで、工具がストックから離れる角度を入力します。
固定サイクルのパスを再利用 - 固定サイクルを使用 に関連するプロパティです。選択した場合、カーブを NC ファイルに一度だけ出力し、そのカーブを荒加工と仕上げ加工の両方の固定サイクルで参照します。このオプションは、デフォルトで選択されています。
サイクル クリアランス X と サイクル クリアランス Z - 旋削固定サイクルを開始する前の、工具位置を制御します。工具位置は、X と Z のクリアランスをカーブの始点に適用して確定されます。