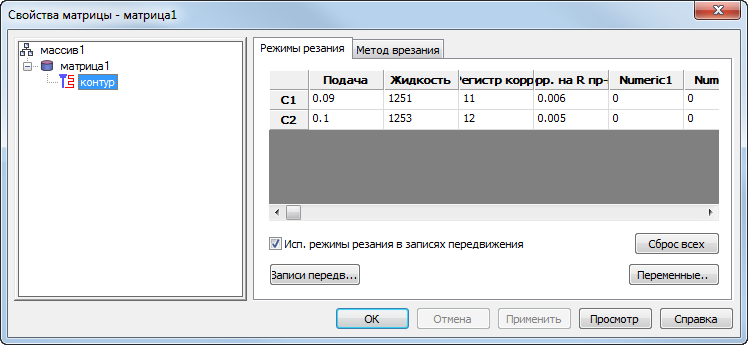
В предыдущем примере С1 - это первый проход, С2 - второй проход.
Подача - это скорость подачи.
Жидкость - сюда вводятся значения EPAK. Для значения EPAK E1251 введите 1251.
Прим.: Для вашего станка должна быть документация, содержащая значения EPAK для различных материалов и толщин. Например, должно быть одно значение EPAK для алюминия толщиной 0,5 дюйма, другое значение для алюминия толщиной 0,75 дюйма, третье - для титана толщиной 0,5 дюйма и т.д. Каждое значение EPAK содержит параметры для 'On Time', 'Off Time', 'Dwell', 'Voltage' и т.д.
Регистр коррекции связывает каждое значение коррекции на R проволоки с определенным проходом и отображается как H11, H12 и т. д. в коде УП.
Коррекция на R проволоки — обычно это радиус проволоки плюс смещение проволоки. Значения коррекции на R проволоки также должны присутствовать в документации к станку.
Это код УП для предыдущего примера. Значения из таблицы показаны жирным шрифтом:
N10 G90 N15 M101 N20 M106 Q-2 N25 G53 G92 X-95.956 Y-61.722 Z0 N30 M20 (WIRE THREAD LN) N35 M78 ( FILL TANK ) N40 M78 N45 M80 ( FLUSHING ON ) N50 M82 ( WIRE FEED ON ) N55 M84 ( MACHINING ON ) N60 M90 ( ADAPTIVE CONTROL ON ) N65 H11=0.006 N70 E1251 F0.090 N75 G01 G42 X-369.727 Y-348.437 H11