缩痕(重叠注塑)结果会在重叠注塑组成上显示模拟的缩痕。
若要生成这些结果,请输入包含重叠注塑组成的  3D 模型,选择“热塑性塑料重叠注塑”作为成型工艺,然后选择包含“重叠注塑保压”的分析序列。
3D 模型,选择“热塑性塑料重叠注塑”作为成型工艺,然后选择包含“重叠注塑保压”的分析序列。
缩痕估算(重叠注塑)结果显示重叠注塑组成中的缩痕的计算深度,并且显示一个详细说明深度差异的图例。
缩痕阴影(重叠注塑)结果以线条和标记形式显示零件中的缩痕,从而更有助于表示实际外观。
这些结果表明存在可能由表面相对面的特征导致的缩痕和缩孔并指示其位置。缩痕通常出现在包含较厚部分的成型物中,或者出现在与加强筋、定位柱或内圆角相对的位置。此结果不会表示由局部厚区域导致的缩痕。
注: 将缩痕阴影(重叠注塑)结果的特性从阴影修改为等值线,以便更清晰地查看它。
使用这些结果
由于缩痕是外观缺陷而非结构缺陷,因此根据重叠注塑组成的外观设计规格来评估结果。颜色较浅和有纹理的表面往往能够使缩痕变得不明显。
结果指数表示深度受材料、零件几何、与注射位置的相对位置以及模具填充条件影响的严重程度。更改其中任意一个变量,确定其对缩痕严重程度的影响有多大。
通常,如果加强筋的厚度小于或等于主壁部分的 60%,则很可能不会有明显缩痕。
如果无法去除或减少缩痕,则可以将其掩藏起来。这可以通过添加设计特征来完成,例如在出现缩痕的区域添加一系列锯齿。
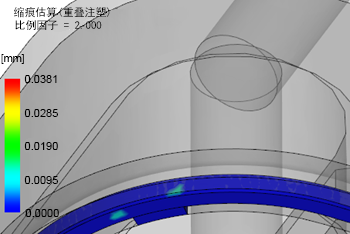
缩痕估算(重叠注塑)结果。
检查事项
为减少缩痕的出现,可尝试以下选项:
-
更改设计以避免某些部分过厚,并减小任何与主表面相交的特征的厚度。
-
重新定位浇口,将其移向问题区域或此类区域附近。这样一来,这些部分便会在浇口间的较薄部分以及问题区域冻结前进行保压。
-
增加浇口和流道的尺寸以延迟浇口冻结时间。这样可以将更多的材料添加到型腔中。
-
有时,降低熔体和模具温度即可。或者,可以使用粘性较小的熔体。