Usare l'elemento Distribuzione punti per controllare la distribuzione punti tra punti consecutivi del movimento di taglio in un percorso utensile.
Fare clic sulla scheda Modifica percorso utensile > pannello Modifica > Distribuzione punti per visualizzare la finestra di dialogo Distribuzione punti.
Questa finestra di dialogo contiene le seguenti opzioni:
Emetti ridistribuzione punti controlla la distribuzione dei punti lungo i movimenti di taglio di un percorso utensile.
-
Tipo di output — Selezionare il tipo di distribuzione punti lungo i movimenti di taglio.
-
Tolleranza e mantieni archi: selezionare questa opzione per rimuove automaticamente i punti non necessari lungo i movimenti di taglio, mantenendo la tolleranza.
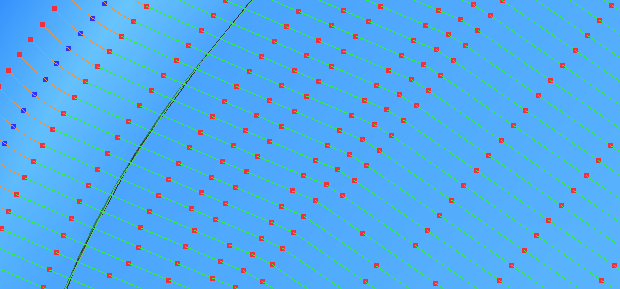
I punti non sono equidistanti perché i punti non necessari vengono eliminati. Gli eventuali punti blu indicano i centri dell'arco. I punti rossi ai lati di quelli blu indicano i punti terminali dell'arco.
- Tolleranza e sostituisci archi: selezionare questa opzione per sostituire gli archi con segmenti di linee rette e rimuovere i punti non necessari lungo i movimenti di taglio, mantenendo la tolleranza. L'effetto è simile a quello dell'opzione Tolleranza e mantieni archi, ad eccezione del fatto che tutti gli archi sono sostituiti da segmenti di linee rette (polilinee). Questa opzione è adatta per macchine utensile che non gestiscono bene gli archi.
-
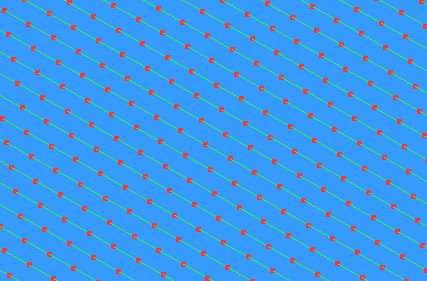
Ridistribuisci: selezionare questa opzione per consentire l'inserimento di nuovi punti lungo i movimenti di taglio. Questo permette una distanza costante tra punti, solo inserendo punti aggiuntivi se sono necessari per mantenere la tolleranza. Ciò può essere particolarmente utile quando si selezionano le opzioni Distanza di separazione punti o Angolo di separazione punti. L'opzione Ridistribuisci può aumentare il tempo di creazione del percorso utensile, ma ridurre il tempo sulla macchina utensile. Questa opzione è adatta per le macchine utensile che gestiscono grossi numeri di punti equidistanti.
-
Converti in archi: selezionare questa opzione per creare dei movimenti di taglio con archi inseriti ovunque sia possibile. Questa opzione è adatta per macchine utensili che gestiscono bene gli archi, ma è disponibile solo per percorsi utensile a 3 assi. Inserire l'utensile e seguire il percorso utensile per vedere questo passaggio in modo chiaro.
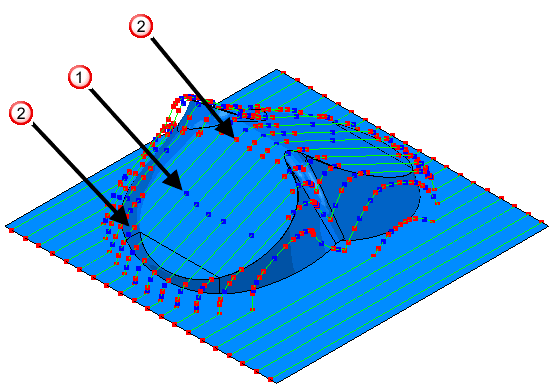
 I punti blu indicano i centri dell'arco.
I punti blu indicano i centri dell'arco.  I punti finali di un arco sono i punti rossi a entrambi i lati di un punto blu.
I punti finali di un arco sono i punti rossi a entrambi i lati di un punto blu.
-
Tolleranza e mantieni archi: selezionare questa opzione per rimuove automaticamente i punti non necessari lungo i movimenti di taglio, mantenendo la tolleranza.
- Fattore di tolleranza — Inserire il valore per determinare come vengono eliminati i punti. Deve essere un valore tra 0 (elimina un numero minimo di punti) e 1 (elimina un numero massimo di punti, mantenendo la tolleranza, in modo che il percorso utensile contenga il numero minimo di punti).
Distanza di separazione punti: selezionare questa opzione per limitare la distanza massima tra punti di movimenti di taglio consecutivi.
- Massima distanza: immettere la distanza massima tra punti di movimento di taglio consecutivi.
Angolo di separazione punti: selezionare questa opzione per limitare la variazione massima nell'angolo tra punti di movimenti di taglio consecutivi.
- Angolo massimo: immettere l'angolo massimo tra punti di movimenti di taglio consecutivi. Si tratta di un'impostazione utile quando ci si avvicina alla posizione di blocco cardanico della macchina utensile, in cui minime variazioni angolari possono determinare modifiche rilevanti degli angoli di azimuth e di elevazione. Per assicurarsi che non venga superato l'angolo massimo, PowerMill aggiunge ulteriori punti al percorso utensile. Questa azione tuttavia rallenta la macchina utensile.
Un blocco cardanico è una configurazione specifica della macchina utensile multiasse che si verifica quando l'asse dell'utensile è allineato con almeno un asse di rotazione, a causa della posizione di uno o più punti del percorso utensile. Questa configurazione determina movimenti indesiderati, poiché in prossimità del blocco cardanico anche un minimo adeguamento dell'asse dell'utensile può richiedere modifiche rilevanti in un asse di rotazione.
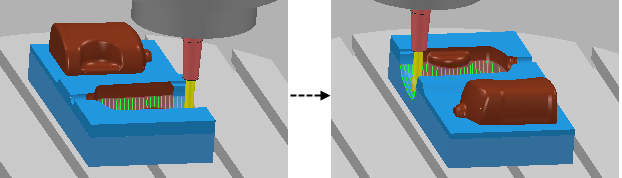
Il grafico di seguito mostra l'asse di rotazione della macchina utensile tavola-tavola, che ruota (in modo indesiderato) di quasi 180
 in un secondo. Ciò avviene perché la macchina utensile lavora un punto del percorso utensile in fondo alla cavità della bottiglia che coincide con il blocco cardanico della macchina utensile.
in un secondo. Ciò avviene perché la macchina utensile lavora un punto del percorso utensile in fondo alla cavità della bottiglia che coincide con il blocco cardanico della macchina utensile.
Configurazione asse di rotazione: il campo di sola lettura visualizza il sistema di coordinate che PowerMill utilizza per ridistribuire i punti del percorso utensile, se per Emetti tipo è selezionato Ridistribuisci Per specificare il tipo di piano di lavoro utilizzato da PowerMill, selezionare un'opzione di configurazione dell'asse di rotazione nella pagina Macchina utensile di una finestra di dialogo riservata alla strategia.
Triangolazione specifica le dimensioni della triangolazione relativa alla tolleranza di lavorazione.
- Fattore mesh: immettere un valore compreso tra 0 e 1 per rendere attiva la tolleranza di triangolazione. Minore è il fattore mesh, migliore sarà la triangolazione. Il calcolo del percorso utensile richiederà più tempo ma sarà più preciso.
- Limita lunghezza massima triangoli: selezionare questa opzione per limitare la lunghezza massima di un triangolo.
- Lunghezza triangolo massima: immettere la lunghezza massima dell'ipotenusa del triangolo. Limitando la lunghezza massima del triangolo si riduce la sfaccettatura su superfici lievemente ricurve. Al contempo, però, si aumenta il tempo di lavorazione, poiché viene generato un numero maggiore di triangoli. È pertanto consigliabile limitare la lunghezza del triangolo solo dove la sfaccettatura crea problemi.