Стратегия Деталь используется для отрезания детали от стержня. Также называется отрезанием.
|
Вызов: |
Лента:
вкладка CAM  панель "Точение"
Деталь
панель "Точение"
Деталь

|
 Настройки на вкладке «Инструмент»
Настройки на вкладке «Инструмент»
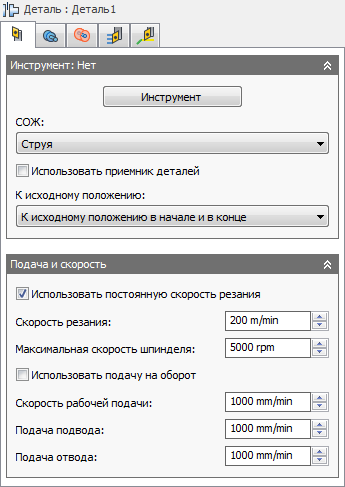
Инструмент
Выбор существующего инструмента нарезания канавок или разделения деталей (отрезания) в библиотеке либо создание нового инструмента разделения.
СОЖ
Выбор типа хладагента для использования с инструментом. Параметры вывода зависят от возможностей станка и конфигурации постпроцессора.
Использовать приемник деталей
Возможность использования приемника деталей. Доступно, только если на станке существует приемник деталей и постпроцессор записывается для поддержки приемника деталей.
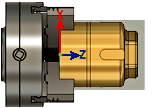
К исходному положению
Исходным положением является точка отвода на оси Z применительно к заданной рабочей системе координат (РСК). РСК определяется в диалоговом окне «Настройка» на вкладке «Настройка».
Можно задать перемещение инструмента в исходное положение до начала операции или после ее завершения. Инструмент будет выходить из заготовки на оси Х, пока не достигнет заданной высоты зазора, после чего будет возвращаться в исходное положение на оси Z. В случае применения одного и того же инструмента поочередно для нескольких операций эти параметры можно использовать для ограничения холостого хода, чтобы инструмент не возвращался в исходное положение.
| Не переходить к исходному положению
Инструмент запускается в положении первого выреза на высоте зазора. По окончании работы инструмент остается в положении последнего перемещения на высоте зазора. |
 |
| К исходному положению в начале
Инструмент запускается на пересечении высоты зазора и исходного положения. По окончании работы инструмент остается в положении последнего перемещения на высоте зазора. |
 |
| К исходному положению в конце
Инструмент запускается в положении первого выреза на высоте зазора. По окончании работы инструмент возвращается в точку пересечения высоты зазора и исходного положения. |
 |
| К исходному положению в начале и в конце
Инструмент запускается и прекращает работу на пересечении высоты зазора и исходного положения. |
 |
Использовать постоянную скорость резания
Установите этот флажок, чтобы автоматически регулировать скорость шпинделя для сохранения постоянной скорости резания между инструментом и обрабатываемой деталью при изменении диаметра резания. На большинстве станков постоянная скорость резания (CSS) задается с помощью функции G96.
Скорость резания
Скорость резания, выраженная как скорость перемещения инструмента по поверхности детали. Выражается в фут/мин или м/мин в зависимости от текущего значения параметра Единицы.
Скорость шпинделя
Скорость вращения шпинделя.
Максимальная скорость шпинделя
Максимально допустимая скорость шпинделя при постоянной скорости резания.
Использовать подачу на оборот
Переключение с параметра «Расстояние по времени» (дюйм/мин или мм/мин) на параметр «Подача на оборот» (дюйм/об или мм/об). Этот тип скорости подачи создает постоянную подачу на зуб, независимо от числа оборотов шпинделя в минуту.
Рабочая подача
Подача при перемещении режущего инструмента. Входные данные, основанные на параметрах Использовать подачу на оборот и текущего значения параметра Единицы.
Подача подвода
Подача на входе при подводе режущего инструмента. Входные данные, основанные на параметрах Использовать подачу на оборот и текущего значения параметра Единицы.
Подача отвода
Подача на выходе при отводе режущего инструмента. Входные данные, основанные на параметрах Использовать подачу на оборот и текущего значения параметра Единицы.
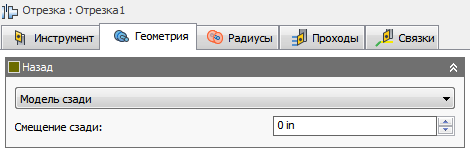
 Настройки на вкладке "Геометрия"
Настройки на вкладке "Геометрия"
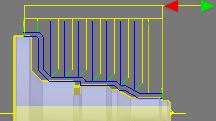
Ограничение сзади
Используется для ограничения траектории путем сужения области. Траектории перемещения инструмента могут ограничиваться определенной областью. Параметр «Режим сзади» позволяет задать опорную точку для определения ограниченной области, а «Смещение» — настроить границу положительного или отрицательного смещения от этой точки. Эти параметры можно использовать, чтобы удлинить траекторию перемещения инструмента за пределы модели для более длинного выреза.
Режим сзади
Указание опорной позиции для границы «Ограничение сзади». Далее приведены параметры для выбора опорной точки.
- Передняя часть заготовки: задание опорной точки по отношению к передней части заготовки.
- Задняя часть заготовки: задание опорной точки по отношению к задней части заготовки.
- Передняя часть патрона: задание опорной точки по отношению к грани патрона.
- Модель спереди: задание опорной точки по отношению к передней части модели.
- Модель сзади: задание опорной точки по отношению к задней части модели.
- Выбранная точка: задание исходной опорной точки путем выбора вершины или ребра.
- Начало координат: задание опорной точки по отношению к нулевому положению детали.
Передняя часть патрона

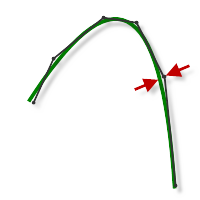
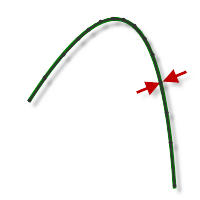
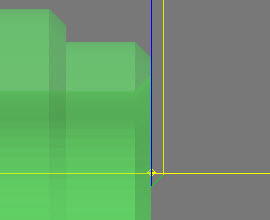
Смещение
Задание расстояния для сдвига границы обработки из опорного положения, как показано на рисунке выше. Можно указать положительное или отрицательное расстояние от опорной точки, либо динамически задавать положение с помощью мыши. Задняя граница отображается зеленым цветом.
Заднее смещение заготовки
Указание расстояния для обработки за пределами задней части модели.
| Отрицательное смещение задней части
Завершение траектории перемещения инструмента внутри области резания. |
 |
| Положительное смещение задней части
Завершение траектории перемещения инструмента за пределами области резания. |
 |
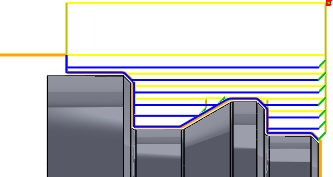
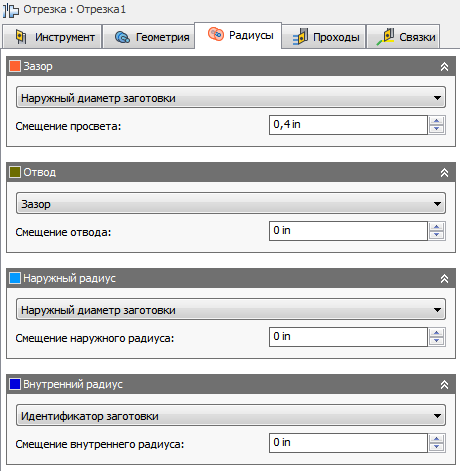
 Настройки на вкладке «Радиусы»
Настройки на вкладке «Радиусы»
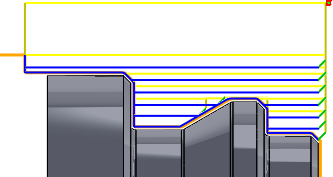
На вкладке Радиусы можно задать радиальную зону ограничения для обработки. Эти параметры выделяются цветом для облегчения идентификации.
|
Порядок ограничения радиусов. |
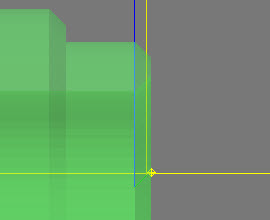
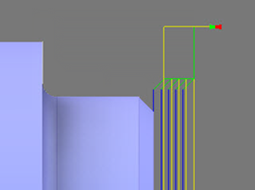
Зазор
Отображается оранжевым цветом. Параметр задает радиус, на который переходит инструмент в начале и конце траектории перемещения инструмента. Инструмент подводится к этому положению или отводится от него.
Отображается оранжевым цветом. Параметр «Из» задает опорное положение радиуса зазора. Опорное положение может быть указано относительно заготовки, модели, заданного радиуса, диаметра или любого другого радиального положения. Опорное положение может быть смещено на положительную или отрицательную величину смещения.
- Отвод: задание радиуса зазора относительно положения отвода.
- Наружный диаметр заготовки: задание радиуса зазора относительно наружного диаметра указанной заготовки.
- Наружный диаметр модели: задание радиуса зазора относительно наружного диаметра указанной модели.
- Наружный радиус: задание радиуса зазора относительно положения наружного радиуса. Радиус зазора должен быть больше наружного радиуса. Для внесения необходимых изменений используйте параметр «Смещение».
- Внутренний радиус: задание радиуса зазора относительно положения внутреннего радиуса. Радиус зазора должен быть больше внутреннего радиуса. Для внесения необходимых изменений используйте параметр «Смещение».
- Внутренний диаметр модели: задание радиуса зазора относительно внутреннего диаметра модели, указанного в настройках. Для внесения необходимых изменений используйте параметр «Смещение».
- Внутренний диаметр заготовки: задание радиуса зазора относительно внутреннего диаметра заготовки, указанного в настройках. Для внесения необходимых изменений используйте параметр «Смещение».
- Выбор: определение радиуса зазора путем выбора любой грани, вершины или точки модели. Для внесения требуемых положительных или отрицательных изменений используйте параметр «Смещение».
- Радиус: задание значения радиуса в поле «Смещение». Это значение относится к осевой линии детали и не позволяет распознавать никакие ассоциативные изменения в модели.
- Диаметр: задание значения диаметра в поле «Смещение». Это значение относится к осевой линии детали и не позволяет распознавать никакие ассоциативные изменения в модели.
Смещение
Этот параметр позволяет сдвинуть положение относительно предварительно выбранной опорной точки. Можно внести необходимые положительные или отрицательные изменения.
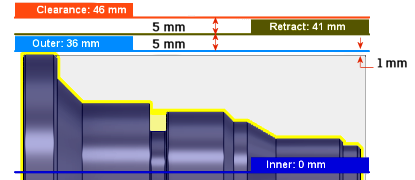
|
|
В данном примере: |
Отвод
Отображается темно-зеленым цветом. Параметр управляет положением над поверхностью, которую планируется обработать. Это радиус, на который отводится инструмент между проходами.
Отображается темно-зеленым цветом. Параметр «Из» задает опорное положение отвода. Опорное положение может быть указано относительно заготовки, модели, заданного радиуса, диаметра или любого другого радиального положения. Опорное положение может быть смещено на положительную или отрицательную величину смещения.
- Зазор: задание радиуса отвода относительно положения зазора.
- Наружный диаметр заготовки: задание радиуса зазора относительно наружного диаметра указанной заготовки.
- Наружный диаметр модели: задание радиуса зазора относительно наружного диаметра указанной модели.
- Наружный радиус: задание радиуса зазора относительно положения наружного радиуса. Радиус зазора должен быть больше наружного радиуса. Для внесения необходимых изменений используйте параметр «Смещение».
- Внутренний радиус: задание радиуса зазора относительно положения внутреннего радиуса. Радиус зазора должен быть больше внутреннего радиуса. Для внесения необходимых изменений используйте параметр «Смещение».
- Внутренний диаметр модели: задание радиуса зазора относительно внутреннего диаметра модели, указанного в настройках. Для внесения необходимых изменений используйте параметр «Смещение».
- Внутренний диаметр заготовки: задание радиуса зазора относительно внутреннего диаметра заготовки, указанного в настройках. Для внесения необходимых изменений используйте параметр «Смещение».
- Выбор: определение радиуса зазора путем выбора любой грани, вершины или точки модели. Для внесения требуемых положительных или отрицательных изменений используйте параметр «Смещение».
- Радиус: задание значения радиуса в поле «Смещение». Это значение относится к осевой линии детали и не позволяет распознавать никакие ассоциативные изменения в модели.
- Диаметр: задание значения диаметра в поле «Смещение». Это значение относится к осевой линии детали и не позволяет распознавать никакие ассоциативные изменения в модели.
Смещение
Выполняет ту же функцию, что и смещение зазора, как показано выше.
Внешний радиус
Отображается голубым цветом. Параметр задает максимальную радиальную границу области резания. Наружный радиус определяет внешнюю поверхность заготовки для обработки.
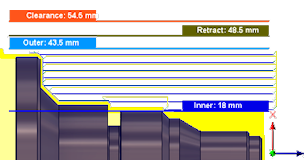
|
|
Наружный радиус, выделенный голубым цветом. |
Отображается голубым цветом. Параметр «Из» задает опорное положение наружного радиуса. Опорное положение может быть указано относительно заготовки, модели, заданного радиуса, диаметра или любого другого радиального положения. Опорное положение может быть смещено на положительную или отрицательную величину смещения.
- Зазор: задание радиуса отвода относительно положения зазора.
- Отвод: задание радиуса зазора относительно положения отвода.
- Наружный диаметр заготовки: задание радиуса зазора относительно наружного диаметра указанной заготовки.
- Наружный диаметр модели: задание радиуса зазора относительно наружного диаметра указанной модели.
- Внутренний радиус: задание радиуса зазора относительно положения внутреннего радиуса. Радиус зазора должен быть больше внутреннего радиуса. Для внесения необходимых изменений используйте параметр «Смещение».
- Внутренний диаметр модели: задание радиуса зазора относительно внутреннего диаметра модели, указанного в настройках. Для внесения необходимых изменений используйте параметр «Смещение».
- Внутренний диаметр заготовки: задание радиуса зазора относительно внутреннего диаметра заготовки, указанного в настройках. Для внесения необходимых изменений используйте параметр «Смещение».
- Выбор: определение радиуса зазора путем выбора любой грани, вершины или точки модели. Для внесения требуемых положительных или отрицательных изменений используйте параметр «Смещение».
- Радиус: задание значения радиуса в поле «Смещение». Это значение относится к осевой линии детали и не позволяет распознавать никакие ассоциативные изменения в модели.
- Диаметр: задание значения диаметра в поле «Смещение». Это значение относится к осевой линии детали и не позволяет распознавать никакие ассоциативные изменения в модели.
Смещение
Выполняет ту же функцию, что и смещение зазора, как показано выше.
Внутренний радиус
Отображается синим цветом. Параметр задает минимальную радиальную границу области резания. Внутренний радиус определяет максимальную глубину области резания.
|
|
|
Внутренний радиус, выделенный синим цветом. |
Отображается синим цветом. Параметр «Из» задает опорное положение внутреннего радиуса. Опорное положение может быть указано относительно заготовки, модели, заданного радиуса, диаметра или любого другого радиального положения. Опорное положение может быть смещено на положительную или отрицательную величину смещения.
Выполняет ту же функцию, что и параметр «Из» для наружного радиуса, как показано выше.
Смещение
Выполняет ту же функцию, что и смещение зазора, как показано выше.
 Настройки на вкладке "Проходы"
Настройки на вкладке "Проходы"
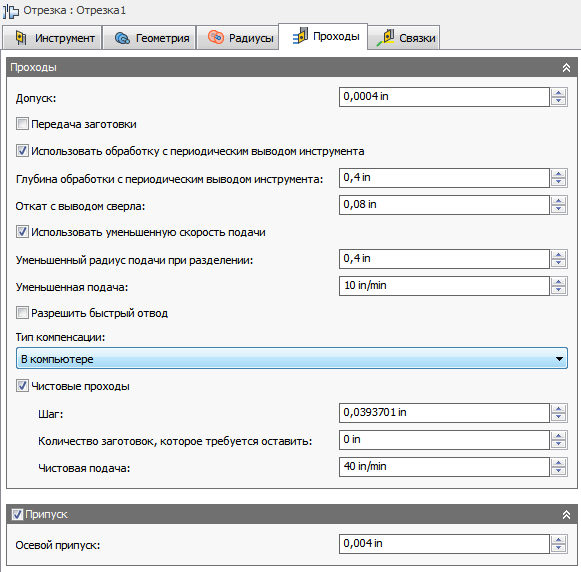
Допуск
Также называется допуском вырезания. Предназначен для генерации траектории перемещения инструмента и триангуляции геометрии. Для получения общего допуска для резания к данному допуску необходимо добавить любые дополнительные фильтрующие допуски, такие как Сглаживание.
 |
 |
|
Свободный допуск 0,100 |
Жесткий допуск 0,001 |
Движение станка с ЧПУ управляется с помощью команд создания линий G1 и дуг G2/G3. Чтобы обеспечить это, Autodesk HSM аппроксимирует сплайн и траектории перемещения инструментов по поверхности путем их линеаризации, создавая множество коротких прямолинейных сегментов для аппроксимации требуемой формы. Точность соответствия траектории перемещения инструмента требуемой форме во многом зависит от количества используемых отрезков. Большее количество отрезков в результате даст траекторию перемещения инструмента, более точно аппроксимирующую номинальную форму сплайна или поверхности.
Нехватка данных
Более жесткий допуск позволит получить более точную траекторию с небольшими прямолинейными сегментами. Искушение всегда использовать очень жесткие допуски может быть велико, однако есть и более компромиссные решения, такие как более длительный расчет траектории, использование больших файлов G-кодов и очень коротких прямолинейных перемещений. В зависимости от конкретной ситуации, каждое из них может приводить к проблемам. Autodesk HSM обеспечивает быстрый расчет практически на любом компьютере. Но при наличии устаревшего устройства ЧПУ с ограниченным объемом памяти и станка с медленным перемещением по осям, движение инструмента по траектории может отображаться скачкообразно. Такое явление называется нехваткой данных. Данный допуск, а также сглаживание, могут уменьшить размер программы и повысить производительность станков.
Нехватка данных возникает, когда элементы управления настолько перегружены данными, что перестают справляться с их обработкой. Устройство ЧПУ может обрабатывать лишь ограниченное количество строк кода (блоков) в секунду. Скорость работы старых станков может составлять около 40 блоков/с, а новых — 1000 блоков/с или более. Короткие прямолинейные перемещения и высокая скорость подачи могут вынудить элемент управления работать с большей скоростью обработки. Когда это происходит, станок должен останавливаться после каждого перемещения и ждать следующей команды на сервомотор от элемента управления.
Передача заготовки
Указание необходимости зажима заготовки для использования на другом шпинделе.
Использовать обработку с периодическим выводом инструмента
Сверление с периодическим выводом инструмента позволяет выполнять множество шагов, так как инструмент режет на полную глубину. Это уменьшает нагрузку на инструмент и теплоту, выделяемую при непрерывной резке. Это также может обеспечить ломку стружки, появляющуюся на детали.
Глубина обработки с периодическим выводом инструмента
Задание величины вырезания на глубину сверления с периодическим выводом сверла.
Откат с выводом сверла
Задание расстояния отвода между выводами сверла.
Использовать уменьшенную скорость подачи
Возможность уменьшения скорости подачи при разделении деталей.
Уменьшенный радиус подачи при разделении
Радиус для уменьшения скорости подачи при разделении.
Разрешить быстрый отвод
Возможность выполнения отвода со скоростью, превышающей скорость подачи.
Тип компенсации
Задание типа компенсации.
- В компьютере: положение траектории вычисляется в Autodesk HSM на основе выбранного диаметра инструмента. Постпроцессор выводит информацию о фактическом положении инструмента по осевой линии, который перемещается вокруг выбранного ребра детали.
- В устройстве: положение траектории перемещения инструмента не вычисляется, а выводятся фактические координаты ребра детали. В программу устройства ЧПУ выводятся коды коррекции инструмента (G41/G42). Это позволяет оператору ввести полный диаметр инструмента в таблице смещений коррекции инструмента в устройстве управления для компенсации положения фрезы на устройстве управления инструментом.
- Износ: работа осуществляется, как при выборе параметра В компьютере, но на выходе также выдается код коррекции инструмента слева. Это позволяет оператору скорректировать износ инструмента на станке путем ввода разницы в размере инструмента между запрограммированным значением и фактически используемым инструментом.
- Обратный износ: аналогичен параметру Износ, только выводится код коррекции инструмента справа.
Чистовые проходы
Выполнение чистового прохода перед отрезанием детали.
Шаг
Расстояние для чистового прохода.
Черновой припуск
Черновой проход будет выполняться по радиусу, оставляя этот припуск. Инструмент отводится, выполняет шаг для окончательного чистового прохода, а затем подается на глубину конечного резания.
Чистовая подача
Скорость подачи при резании для окончательного чистового прохода.
Припуск
| Положительный припуск
Материал заготовки, оставшийся после завершения операции. Его можно удалить при последующих операциях черновой и чистовой обработки. Это общая практика оставлять небольшой объем материала после операции черновой обработки. |
 |
| Без припуска
Удаление всего лишнего материала до выбранной геометрии. |
 |
| Отрицательный припуск
Удаление материала за пределами поверхности или границ детали. |
 |
Осевой припуск (по грани)
Параметр Осевой припуск позволяет определить объем материала, который необходимо оставить в осевом направлении (по оси Z), т. е. на гранях фланцев. При положительном значении осевого припуска материал остается на гранях и пологих областях детали в направлении Z.

Осевой припуск
Отрицательный припуск
 Настройки на вкладке «Связки»
Настройки на вкладке «Связки»
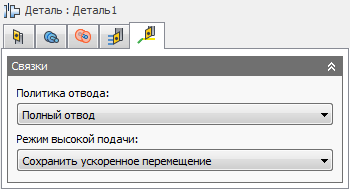
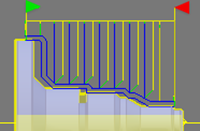
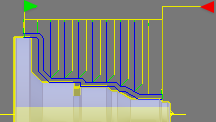
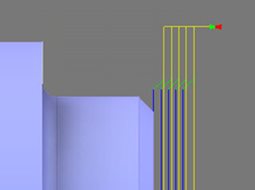
Параметры отвода
Управление способом отвода инструмента до диаметра просвета после каждого прохода резания или просто отводом на небольшое расстояние от заданного участка обработки. Расстояние определяется значением Безопасное расстояние.
 |
 |
| Полный отвод: инструмент полностью опускается до высоты отвода в конце прохода перед перемещением вверх для начала следующего прохода. | Минимальный отвод: перемещение до высоты в нижней точке, на которую инструмент отходит от заготовки, с добавлением любого указанного безопасного расстояния. |
Режим высокой подачи
Указание случаев, когда быстрые перемещения должны выводиться как реальные перемещения на быстром ходу (G0), а когда — как перемещения с высокоскоростной подачей (G1).
- Сохранить ускоренное перемещение: все быстрые перемещения сохраняются.
- Сохранить осевое и радиальное ускор. перемещения: быстрые перемещения только по горизонтали (радиальные) или по вертикали (осевые) выводятся как реальные перемещения на быстром ходу.
- Сохранить осевое ускор. перемещение: только быстрые перемещения по вертикали.
- Сохранить радиальное ускор. перемещение: только быстрые перемещения по горизонтали.
- Сохранить ускор. перемещение одной оси: только быстрые перемещения по одной оси (X, Y или Z).
- Всегда исп. высокую подачу: вывод быстрых перемещений в формате G01 (перемещение с высокой скоростью подачи), а не G0 (быстрые перемещения).
Данный параметр обычно устанавливается во избежание пересечений при быстрых перемещениях на станках, где используется перемещение по ломаным линиям при быстром движении.
Высокая подача
Скорость подачи для вывода быстрых перемещений в формате G1, а не G0.