Inventor CAM 提供了可为每种刀具和单独的加工操作定义的多种不同的进给速率。提供的所有这些进给速率增加了您的灵活性,可以帮助您减小刀具磨损、缩短加工时间并提高零件质量。以下列表介绍了不同的进给速率应在何时使用:
切削进给速率
加工时使用的主要进给速率。在预览和仿真中以蓝色显示。
导入(进刀)进给速率
对于铣削策略,是指从连接移动啮合毛坯时使用的进给速率。在钻孔操作中,是指下刀和切削移动中使用的进给速率。颜色为绿色。
导出(退刀)进给速率
对于铣削策略,当连接移动剩余了毛坯时将使用该进给速率。也可以标记为绿色。
斜插进给速率
通过斜插切入毛坯时使用的进给速率。颜色为绿色。斜插移动将用于基于固定 Z 层的加工策略:“自适应清洁”、“挖槽”、“水平清洁”和“轮廓”。
下刀进给速率
用于切入毛坯的垂直移动。只有已将“下刀”选为斜插类型时,才会发生垂直移动。颜色为红色。下刀移动将用于基于固定 Z 层的加工策略:“自适应清洁”、“挖槽”、“水平清洁”和“轮廓”。
高进给速率
在预览和仿真中,黄色刀具路径表示快速移动,并且将输出为 G0、FMAX 或等效项,具体取决于后处理器配置。
有时,您可能希望使用高进给移动而不是快速移动。在这些情况下,可以在“连接”选项卡中设置高进给速率模式。
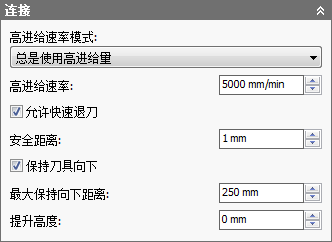
将快速移动更改为速率为 5000 毫米/分钟的高进给移动
其他进给速率
对于“2D 轮廓”和“端面”,您可以设置不同的精加工进给速率以控制最后的加工路径的进给速率。
通过“自适应清洁”,您可以为保持向下连接过程中的非啮合移动设置进给速率。
许多策略还提供了“进给优化”功能,以帮助您降低锐角位置处的进给速率。