In this operation, the Horizontal strategy is used to finish the horizontal features of the part.
- On the ribbon, click
CAM tab
 3D Milling panel
Horizontal
3D Milling panel
Horizontal
 .
.
 Tool tab
Tool tab
- Make sure that #14 - Ø5 R0.5 mm bullnose is still the current tool.
 Heights tab
Heights tab
- Click the Heights tab.
- From the Top Height drop-down menu, select Model top.
- Change Top offset: to: -1 mm
With the Top offset value set to 1 mm under the top plane of the part, the tool only machines the inside cavities of the part and not the upper surface.
Note: Alternatively, the top surfaces could be excluded in an Avoid surface selection.
 Passes tab
Passes tab
The previous adaptive clearing operations left a maximum of 0.3 mm (Stock to leave) + 1 mm (Fine stepdown) + 0.1 mm (Tolerance) = 1.4 mm of material. This is a little too much material for the tool to remove in one pass, so we will do it in three 0.4 mm passes instead.
- Click the Passes tab.
- Enable the Axial offset passes check box.
- Set Maximum stepdown: to: 0.4 mm
- Change Number of stepdowns: to: 1
 Linking tab
Linking tab
- Click the Linking tab.
- From the Retraction policy: drop-down menu, select Minimum retraction.
Start the Calculation
- Click
 at the bottom of the Operation dialog box, or right-click in the graphics window and select OK from the marking menu, to automatically start calculating the toolpath.
at the bottom of the Operation dialog box, or right-click in the graphics window and select OK from the marking menu, to automatically start calculating the toolpath.
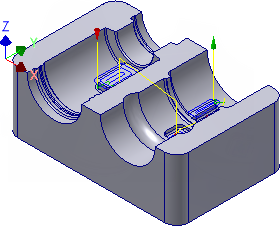
The toolpath is now calculated and a preview appears in the graphics window.
Continue to To Finish Steep Areas with Contour...