La correction de coin définit le type de correction de coin que vous voulez appliquer à tous les coins internes d'un parcours d'outil de finition tranche-Z. Les types sont disponibles dans une liste déroulante et trois options sont disponibles :
Aucune — pas d'affinage ou d'ajustement d'arc n'est effectué.
Ajustement d'arc — des arcs sont créés et arrondis dans tous les coins internes.
Le parcours d'outil jaune montre le parcours avec ajustement d'arc et le parcours d'outil vert montre le parcours normal.
L'ajustement d'arc est surtout important lors de l'usinage à grande vitesse, étant donné qu'il élimine les changements brusques de direction de l'outil.
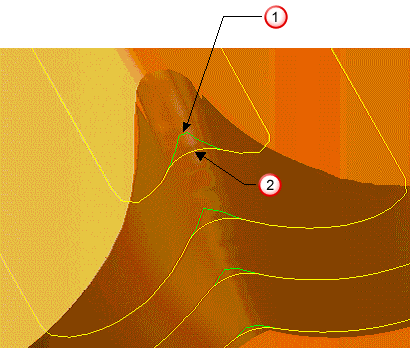
 - Normal
- Normal
 - Ajustement en arc
- Ajustement en arc
Rayon de coin %
Cela définit le rayon utilisé si vous sélectionnez Ajustement en arc. Le rayon est défini comme étant une proportion du diamètre d'outil. Pour une passe de finition Z, la valeur par défaut est de 5%. Donc, si vous avez un diamètre d'outil de 10 mm (rayon 5 mm), le rayon de l'arc est alors de 0,5 mm. Le rayon de coin % peut avoir une valeur entre 0 et 100.