Cet pièce d'exemple comporte beaucoup de features.
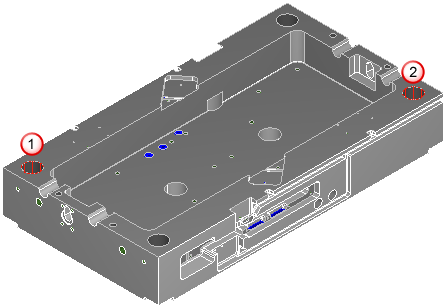
Après le fraisage d'une feature de surfaçage, la première feature d'alésage  est usinée, puis la seconde
est usinée, puis la seconde  , suivi du reste des features. Pour éviter les temps d'usinage inutiles, vous pouvez examiner un alésage après qu'il soit usiné et prendre une décision s'il faut continuer, réusiner ou abandonner le programme, selon le résultat du palpage.
, suivi du reste des features. Pour éviter les temps d'usinage inutiles, vous pouvez examiner un alésage après qu'il soit usiné et prendre une décision s'il faut continuer, réusiner ou abandonner le programme, selon le résultat du palpage.
- Créez une feature de repère de saut de test pour démarrer le processus.
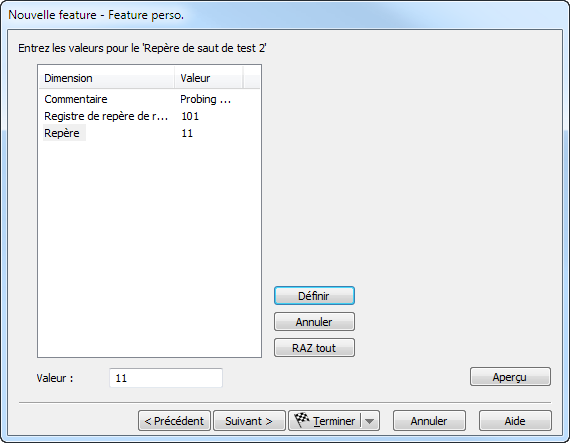
Le code CN pour cette feature de repère de saut de test lit :
(Test Jump Label PROBEOPER TEST_JUMP_LABEL1)
(Start Bore)
#101=0
N11
- Vous voulez que le processus de prise-de-décision démarre après la feature de surfaçage, définissez donc la priorité de base pour le repère de saut de test à 2 et faites glisser la feature au bon endroit dans l'arbre de construction.
- Créez une feature Mesurer bossage/alésage pour examiner Bore1 après qu'il ait été usiné.
- Créez une feature Test abandon/continuer/réusinage pour contrôler ce qui se passe après le palpage. Pour cet exemple, les valeurs suivantes sont définies :
Valeur nominale 27.000
Valeur de tolérance 0.050
Repère de continuité 12
Repère de réusinage 11 (la valeur qui a été définie pour le repère de saut de test de départ)
Erreur de dimension 13
- Définissez la priorité de base à 5 parce que vous voulez qu'elle soit la 5ème feature (après la feature de surfaçage, en commençant par repère de saut de test, feature Alésage1, et feature Mesure de bossage/alésage).
Le code CN pour cette feature de test abandon/continue/réusinage lit :
( Test Abort/Continue/Remachine PROBEOPER TEST_ABORT_CONTINUE_REMACHINE1 )
(Remachining check conditional)
(Begin decision sequence)
#102=27 (nominal value)
#104=[#102-#510] (signed difference of actual from nominal)
#103=0.05 (tolerance value)
(Decision 1)
IF [ABS[#104]LT#103] GOTO 12 (within tolerance case)
(Decision 2)
IF [#104LT0]GOTO 13
(Decision 1 and 2 skipped)
[#101=#101+1]
IF [#101EQ1] GOTO 11 (run toolpath again)
DPRNT[Error: Second Required Remachining]
GOTO 99999
(Decision 2 result)
N13
DPRNT[Error: Too Big]
GOTO 99999
(Decision 1 result)
N12
N835 M5 M9
N840 G91 Z0
N845 M01
- Créez un repère d'abandon à la fin du code CN :
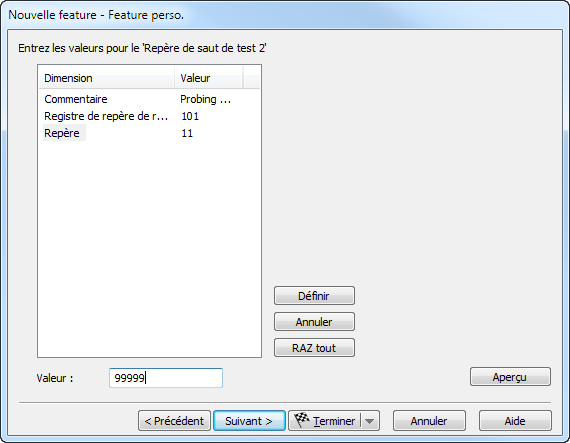
- Définissez sa priorité de base à un nombre plus grand, tel que 100.
Le code CN pour cette feature de repère de saut de test lit :
( Test Jump Label PROBEOPER TEST_JUMP_LABEL3 )
(Abort)
#101=0
N99999