- Vous devez utiliser un post-processeur du répertoire 4-Axis. Les post-processeurs normaux ne prennent pas en charge l'enroulement du 4ème axe.
- L'axe d'indexage est codé de manière irréversible dans les fichiers CNC de post-processeurs. La plupart sont configurés pour tourner autour de l'axe X. L'axe de rotation de votre programme doit correspondre à l'axe de rotation du post-processeur.
- Si vous pivotez autour de l'axe X du brut, les axes X des repères doivent être parallèle à l'axe X universel.
- Si vous pivotez autour de l'axe Y du brut, les axes X des repères doivent être parallèle à l'axe Y universel.
- L'enroulement de 4ème axe n'est pas un mouvement simultané des quatre axes. Seuls trois axes sont actifs. Dans le cas d'un enroulement sur l'axe X, vous obtenez les mouvements de translation en X et en Z et une rotation autour de Y.
- La simulation 2D ne fonctionne pas pour l'enroulement de 4ème axe.
Si vous utilisez Usiner des contournages perpendiculaires à l'axe d'indexage, les restrictions suivants s'appliquent également :
- Ceci ne s'applique pas aux fentes simples et aux rainures.
- La courbe de la feature ne peut pas avoir d'angles vifs.
- Si vous enroulez un contournage à profil ouvert, sélectionnez l'option Engagement en arc dans l'onglet Enchaînements .
- Si vous prévisualisez les parcours d'outils et que vous obtenez des mouvements brusques sur les bords de la feature, sélectionner un outil plus petit. Souvent, l'outil sélectionné automatiquement est trop large. La plupart des problèmes avec Usiner des contournages perpendiculaires à l'axe d'indexage sont liés à l'utilisation d'un outil trop large. Assurez-vous que l'outil soit plus petit avant d'effectuer les changements expliqués ci-dessous.
- Si la passe de finition pour les parois de la feature ne suivent pas immédiatement la passe d'ébauche, vous pouvez avoir besoin d'ajuster le point de plongée pour la passe de finition afin de s'assurer qu'il plonge à proximité du centre de la feature. Vous voulez éviter de plonger près des parois externes où le déplacement Y est le plus grand. Si le mouvement initial de la passe de finition rentre en collision, ajuster le point de plongée pour la passe de finition.
Si votre passe de finition démarre au centre de la feature où il n'y a pas de déplacement Y, alors aucun ajustement n'est nécessaire.
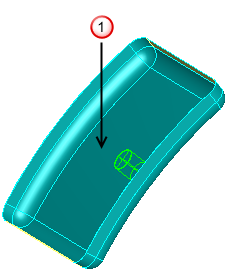
 - Centre de la feature sans déplacement Y
- Centre de la feature sans déplacement Y
Si le mouvement de plongée est sur les arêtes où le déplacement Y est plus grand, définissez alors un point de plongée de façon à ce que l'outil plonge d'avantage vers le centre de la feature.
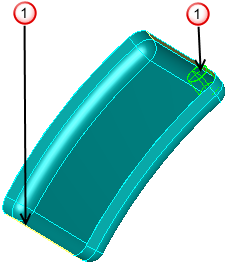
- Arêtes avec déplacement Y max