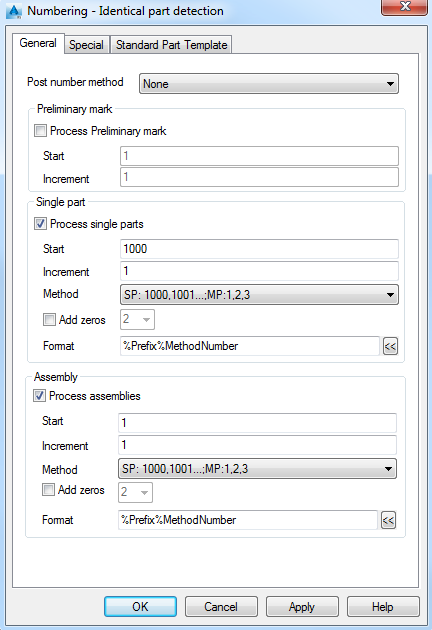
Set numbering and post numbering methods and options for single parts and assemblies.
| Option | Description |
|---|---|
| Post number method: Several numbering options are available. These settings influence the single part marks of the assembly. The numbering process runs the single part detection first, then the assembly part detection. If there is a setting for the post numbering method, then there is an additional iteration to equal the single part marks to the assembly marks according to the settings. | |
| None | No special settings. The numbering runs the single part detection, then assembly part detection or both, according to the selection. |
| Assembly group | This setting assigns the single part marks relative to the assembly part. The single part mark will include the assembly number, referring to the assembly where it was first detailed. For example, an attached plate of Column C1 gets the part mark pa-C1. |
| SP No (for main part) = Assembly No |
Assigns the same mark for the single part mark and assembly mark of the main assembly piece. For example, the biggest piece in an assembly is the main piece - this piece will get the same number information for the single part and assembly. With this option the single part numbering and the assembly numbering must be done at the same time. Advance Steel forces this by disabling the other check boxes. Once a numbering has been performed, it is not possible to change this option unless the Ungroup identical parts tool is used, which completely removes any numbering information. |
| SP No (for standalone part) = Assembly No |
The single part mark for the standalone parts is assigned the same value as the assembly mark instead of having an individual single part mark. This applies only to the standalone pieces, not to other assembly pieces. |
| Preliminary mark: Controls the preliminary numbering options. | |
| Process preliminary mark | Enables or disables the preliminary numbering. Preliminary marks are assigned during the design process and never change during the entire project. |
| Start | Defines the start value for the preliminary numbering. |
| Increment | Defines the increment for the single parts numbering. |
| Single part: Controls the single part numbering options. | |
| Process single parts | Enables or disables the single part numbering. |
| Start | Defines the lowest number that will be used for the single part numbering. By default, single parts marks begin with 1000 and increase by increments of 1. |
| Increment | Defines the increment for the single parts numbering. |
| Method | The numbering method. The first three numbering methods assign fixed numbers to the objects. There will be no link between the assigned element number and the drawing the piece is detailed on. |
|
|
| Assembly: Controls the assembly numbering options. | |
| Process assemblies | Enables or disables the assembly numbering. |
| Start | Defines the lowest number that will be used for the assembly numbering. By default, single parts marks begin with 1 and increase by increments of 1. |
| Increment | Defines the increment for the assembly numbering. |