You can use the Cycle tab of the Hole Feature Properties dialog to edit the Drill Cycle attributes for an Operation.
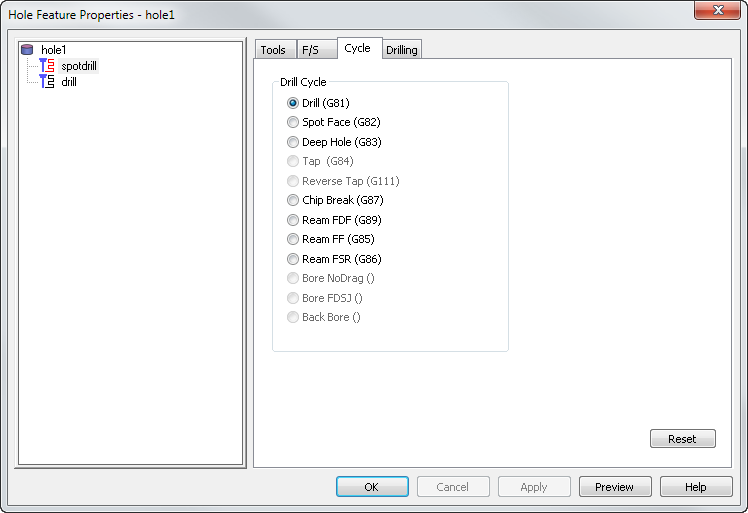
Drill (G81) — This is a straight up and down motion without any pecking.
Spot Face (G82) — This is a drilling cycle with an optional dwell.
Deep Hole (G83) — The drill retracts all the way to the Plunge clearance plane a number of times during the process to clear debris from the Hole. You can override the tool's pecking options for each operation, but the peck style is specified in the CNC file.
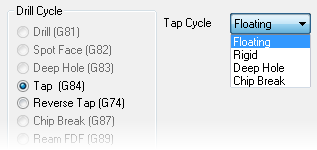
Tap (G84) — Select the tap type using the Tap Cycle option. The choices are Floating, Rigid, Deep Hole, and Chip Break. All cycles use the same Tap program format, but logical reserved words exist in XBUILD to distinguish the specified tap type.
Reverse Tap (G74) — This is a left-handed tapping cycle.
Chip Break (G87) — In this cycle, the drill retracts a short distance to clear chips before plunging again.
Ream — This cycle affects how a ream is performed. The choices are Ream FDF (feed-dwell-feed) (G89), Ream FF (feed-feed) (G85), and Ream FSR (feed-stop spindle-retract) (G86).
Bore cycle affects how a bore is performed. Select one of the following from the menu:
- FDF — The cycle is posted using the Bore (FDF) (feed-dwell-feed) (G89) format in XBUILD.
- FF — The cycle is posted using the Bore (FF) (feed-feed) (G85) format in XBUILD.
- FSR — The cycle is posted using the Bore (FSR) (feed-stop spindle-retract) (G86) format in XBUILD.
- No Drag — The cycle is posted using the Bore (No Drag) (G76) format in XBUILD.
- FDSJ — The cycle is posted using the Bore (FDSJ) (G88) format in XBUILD.
Back Bore (G87) — Use the Back Bore cycle to machine back bore holes using a single Setup.