This page controls the type of CNC machine that FeatureCAM targets for NC output.
CNC File — Displays the file path of the post-processor file. Click Browse to find and choose a different post-processor file.
The Block Start — This sets the starting line number for your CNC programs.
Block Increment — This sets the increment between line numbers in your CNC programs.
Block Maximum — This is the maximum block number for the CNC program.
Reorder cut comp moves for old Agie controls — Select this option if you are posting to a machine with a control from Agie. If selected, the lines of NC code that correspond to cutter compensation are output in a different order.
Skip moves that travel less than this percentage of wire diameter — This prevents moves that are too small from being sent to the EDM control. If a move is too small, it is not output. As soon as the program advances the wire to a point that is more than this threshold, then a move is output directly to that position.
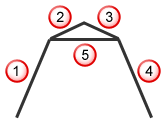
In this example, if move 2 is too short, it is not output. If the distance from the end of move 1 to the end of move 3 is long enough, move 5 is inserted between moves 1 and 4.