You can use the Curly Corner dialog to create curly corner toolpaths.
To display the Curly Corner dialog:
- In the Milling Feature Properties dialog, select a pass in the Tree View.
- Click Curly Corner on the Milling tab to display the Curly Corner dialog.
To enable this technique:
- Select Enable curly corner toolpath.
- Click OK to close the dialog.
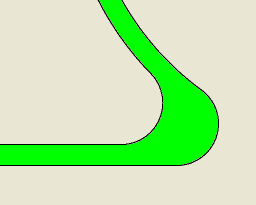
You can achieve a uniform cutting condition by carefully controlling the width of cut. Limiting and controlling the width of cut is important when machining hard stock material where the programmed peripheral stepover is small. The Curly corner toolpath is excellent for controlling the width of cut. Going from a small stepover to a tight corner or slot cutting produces a high percentage increase of the width of cut, up to the reciprocal of the stepover percent setting in FeatureCAM. For example, a 25% stepover can produce 4 times increase in the tool load, whereas a 5% stepover can produce up to 20 times increase in the tool load. The following images show the varying width of cut for a corner move and the consistent width of the cuts of the curly corner toolpath.
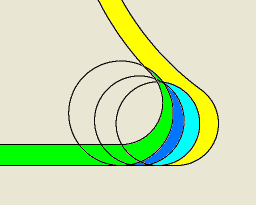
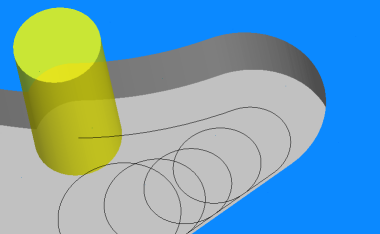
This is called a Curly corner toolpath because of the tool's swirling motions around corners while moving forward. With the rounded corners and the curly corners, there are no sharp angles in the toolpath and the width of cut is limited by the specified stepover size. Because of the extra circular motions and the bounded tool load, it is expected to take more time to machine the same pocket than the previous two types of toolpaths. The Curly corner toolpath machines the corners and slots multiple times. Each time, the tool cuts no more than the specified width of cut. The image below shows the shape of the toolpath for cutting a corner using the curly corner toolpath.
Curly corner options
The Corner Radius is the radius of the circular toolpaths (or trochoids) that are inserted. The corner radius must be greater than or equal to the Stepover.
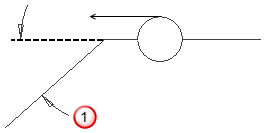
The Minimum Angle is the threshold for inserting the trochoids. If the angle between two toolpath moves is less than this angle, no circular paths are inserted between the moves.
The Stepover is the same as the Distance between cuts. It is displayed in this dialog so that you can view it along with other relevant parameters.