This parameter enables you to specify a separate finish allowance in the Z-axis direction. This is the amount of material to leave in the Z direction after the roughing pass.
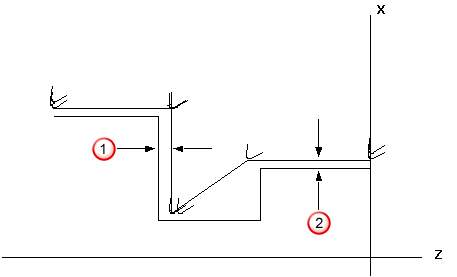
 Z finish allowance
Z finish allowance
 X finish allowance
X finish allowance
Note: You can enter a positive or
negative value, but
X finish allowance and
Z finish allowance must be both positive or both negative.