A turn Face feature is a straight cut that cleans up the front of the part.
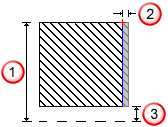
 Outer diameter
Outer diameter
 Thickness
Thickness
 Inner diameter
Inner diameter
FeatureCAM follows this general process:
- Determines what tool to use. The default selected tool for turning has:
- Lathe - Turning tool type.
- The proper orientation for the type of cut.
Turret
Cut direction
Orientation
Back
-Z
 OR
OR

Front
-Z
 OR
OR

- An 80
 diamond is preferred but the default selected tool must have an included tip angle of at least 55. You can override the tooling selection with a tool that has a narrower diamond insert, but such a tool is not automatically selected.
diamond is preferred but the default selected tool must have an included tip angle of at least 55. You can override the tooling selection with a tool that has a narrower diamond insert, but such a tool is not automatically selected.
Note: Currently tip radius, tool length, and insert grade are not taken into account. - Picks feeds and speeds based upon the material being machined.
To view the recommended feed or speed value for a turned Face operation, select the operation in the tree view and then select the Feed/speed tab. The recommended feeds and speeds are derived from the Face column of the turning feed/speed tables.
- If roughing has been requested, generate a roughing pass possibly in multiple X steps depending upon the depth of the feature.
The roughing pass of the turn Face feature is turned off by default. Click the Strategy tab and select Rough to turn on the roughing pass.
- If the Positive Feed Direction is selected on the Dimensions tab, the roughing is performed in the +X direction.
- If the Negative direction is selected, the roughing is performed in the -X direction.
- Generates a finishing pass.
If ID is selected on the Dimensions tab, the finishing is performed in the +X direction. If OD is selected, the finishing is performed in the -X direction. The algorithm is the same as Turn and Bore feature finishing.